Раздел: Документация
0 ... 20 21 22 23 24 25 26 ... 35 Таблица 6.1. Конструктивные параметры стержней кругового сечения
шается коэффициент заполнения площади круга сталью, но усложняется конструкция МС. Витые МС изготовляются из лент электротехнической стали марок 3421—3425 толщиной 0,05, 0,08 и 0,15 мм стандартной ширины - от 16 до 80 мм, градации которой приведены ниже: Толщина ленты, мм: 0,05............16; 20; 25; 28; 30; 32; 35,5; 40 0,08............16; 20; 25; 28; 30; 32; 35,5; 40; 50; 64; 71 0,15............16; 20; 25; 28; 30; 32; 35,5; 40; 50; 64; 71; 80 Собственно МС составляется либо из одного витого магнитопро-вода, если ее сечение не очень велико, либо из нескольких одинаковых магнитопроводов. Форма магнитопроводов показана на рис. 1.6—1.8. Если в МС несколько магнитопроводов, то между ними при сборке оставляются масляные охлаждающие каналы, как показано на рис. 6.3. Из витых магнитопроводов можно компоновать МС и кругового се-138 чения, как показано на рис. 6.4. Однако для этого нужны магнитопро-воды разного размера, навитые из лент разной ширины. Это существенно усложняет конструкцию, и такие МС не всегда целесообразны. Рис. 6.3. Прямоугольное сечение стержня магнитной системы из витых магнитопроводов Рис. 6.4. Круговое сечение стержня магнитной системы из витых магнитопроводов Производство витых магнитопроводов требует комплекса специального оборудования, на котором производятся такие операции, как очистка и обезжиривание ленты, покрытие ее изолирующим и склеивающим составом, который выдерживает высокую температуру при отжиге, навивка и формовка на специальных оправках, сушка н отжиг в вакуумных, водородных или заполненных инертным газом печах [33—35]. Таким образом, высокое качество изготовления витых магнитопроводов возможно только в условиях специализированного производства с относительно сложной технологией, и поэтому целесообразна соответствующая кооперация, особенно если МС большого размера. Глазным фактором, ограничивающим возможности производства крупногабаритных МС, являются размеры печей для отжига. В мощных ИТ большей частью применяются витые МС из нескольких неразрезных магнитопроводов, разделенных охлаждающими каналами, как показано на рис. 6,3. Для этого наиболее важного практического случая надо создать условия, при которых обеспечивается нормальный тепловой режим. МС. Теплота эффективно отводится только от боковых поверхностей магнитопроводов, поэтому из формул (2.18), (5.26) и общих геометрических представлений можно установить, что тепловая нагрузка поверхности МС определяется только одним размером магнитопровода - шириной ленты Ь. Формула, связывающая ширину ленты с режимом работы МС, электромагнитными параметрами ленты, ее толщиной н удельной тепловой нагрузкой на боковую поверхность каждого магнитопровода, имеет следующий вид: Ъ = 2Рц.уд ДЙ[Д# + дВс2/(8#и)] (6.1) Обращает на себя внимание то, что ни число магнитопроводов, ни их форма не определяет ширину ленты, т.е. формула (6.1) позволяет рассчитать ширину ленты магнитопровода любой формы, например тороидальной. .Так как обеспечение нормального теплового режима МС является безоговорочным требованием, то перед началом проектирования ИТ целесообразно установить необходимую ширину ленты. Как видно из формулы (6.1), приемлемая ширина ленты может быть получена практически только двумя способами: уменьшением ее толщины Таблица 6.2. Магиитопроводы стержневые ленточные типа ПЛ
Таблица 6.3. Магиитопроводы броиевые ленточные типа ШЛ
или приращения индукции. Первое усложняет изготовление магнитопроводов, уменьшает коэффициент заполнения сечеиия сталью и удорожает МС. Второе приводит к резкому, увеличению объема МС. Таким образом, оба способа ухудшают технико-экономические показатели ИТ, однако являются практически единственными для нормализации теплового режима МС. Конструировать ИТ малой и средней мощности целесообразно со стандартизованными витыми разрезными МС стержневого или броневого типа, ПЛ и ШЛ соответственно. Форма таких МС показана на рис. 1.6-1.8, а основные конструктивные размеры приведены в табл. 6.2 и 6.3. . 6.2. КОНСТРУКЦИИ ИМПУЛЬСНЫХ ТРАНСФОРМАТОРОВ СО СТЕРЖНЕВОЙ МАГНИТНОЙ СИСТЕМОЙ Общая компоновка мощного ИТ на шихтованной стержневой МС кругового сечения с цилиндрическими обмотками приведена на рис. 6.5. Конструктивной основой ИТ является МС 5, на стержнях которой размещены разделенные на две части первичная и вторичная обмотки. Каждая часть первичной обмотки состоит из бакелитового цилиндра 4 с наложенной на него секцией 2, и каждая часть вторичной - из бакелитового цилиндра 3 с секцией 1. Бакелитовые цилиндры первичной обмотки крепятся на стержне МС посредством клиньев, прижимных колец или другими способами, Применяемыми в силовых трансформаторах [20]. Аналогичным образом крепятся цилиндры вторичной обмотки. Монтаж и крепление МС к крышке бака такие же, как и в силовых трансформаторах. 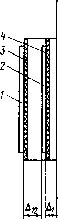 rV ж. Рис. 6.5. Компоновка мощного ИТ с шихтованной стержневой магнитной системой кругового сечения Схема обмоток может быть одной из приведенных на рис. 4.10 и 4.11. Поэтому в общем случае части обмоток, расположенные на стержнях, могут быть и неодинаковыми. Однако, поскольку ИТ со стержневыми МС кругового сечения применяются обычно в весьма мощных высоковольтных ИТ, наиболее характерным типом обмоток являются обмотки с вводом посредине. Схема таких обмоток из четырех одинаковых параллельно соединенных секций, расположенных попарно на стержнях, приведена на рис. 6.6. Если по проводам вторичной обмотки подается технологическое питание находящихся под высоким напряжением приборов импульсной установки, то приме-142 няются обмотки с транспонированными секциями, схема которых приведена на рис. 6.7. Такая схема позволяет уменьшить индуктивное падение напряжения технологического питания в цепи вторичной обмотки. Вторичная обмотка ИТ может быть также и конической. Это усложняет конструкцию ИТ, но позволяет сушественно, в 1,6 ... 1,8 раза, уменьшить объем МС. В ИТ с конической вторичной обмоткой бакелитовый цилиндр заменяется специально изготовленным коническим каркасом (рис. 6.8). Конструктивное исполнение каркаса может быть -о112 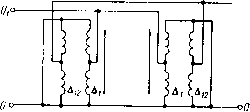 Рис. 6.6. Схема четырехсекционных обмоток с вводом посредине 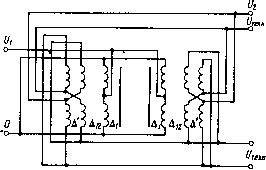 Рис. 6.7. Схема четырехсекционных транспонированных обмоток разным. Целесообразна точеная их стеклоэпоксида конструкция, состоящая из двух симметричных частей. С тем чтобы избежать сползания витков обмотки, на поверхность каркаса наносятся резьбовые канавки. В целом конструкция ИТ с такой конической обмоткой относительно сложна и ее применение оправдывается в ИТ большой мощности, когда особенно желательно уменьшить массу и габариты ИТ. Отметим, что в ИТ с коническими обмотками вследствие уменьшения сечения МС число витков в обмотках примерно в 1,5 раза больше, чем в ИТ с цилиндрическими обмотками4 Иногда это создает трудности в размещении обмоток по длине стержня. 0 ... 20 21 22 23 24 25 26 ... 35 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












