Раздел: Документация
0 ... 28 29 30 31 32 33 34 ... 148 • эффективно используется грузоподъемность основного монтажного механизма и исключаются его простои. Число сборочных стендов обычно колеблется от 2 до 6, и соответственно число собираемых на них блоков от 1 до 5 в сутки. 10.3.2. КОНВЕЙЕРНАЯ СБОРКА Сущность конвейерной сборки блоков покрытия производственных зданий состоит в том, что на отдельной площадке, расположенной в непосредственной близости от строящегося объекта, оборудованной специальными приспособлениями и грузоподъемными механизмами, методом пооперационной сборки элементов металлоконструкций создают жесткий пространственный блок покрытия определенного размера. Процесс укрупнения блока разделяют на ряд этапов с выполнением на каждом из них определенной части сборочных работ. На первой стоянке конвейера (рис. 10.3) жестко заделаны четыре стальные стойки (оголовки колонн) с принятой для здания сеткой, например 12 х 24 м. Первая стоянка оборудована стендом, который обеспечивает большую точность геометрических размеров установленных двух подстропильных и стропильных ферм и позволяет жестко закрепить их между собой. Собранный блок с помощью домкратов поднимают на высоту 10... 15 см, с «нулевой» стоянки по рельсовым путям подкатывают четырехколесную балансирную тележку (по два колеса с каждой стороны) или две независимые двухосные тележки, блок опускают на них и закрепляют. Дальнейшее перемещение блока по конвейеру будет осуществляться на этой тележке. Все тележки конвейера соединены между собой, все блоки с одной стоянки на другую перемещают по рельсовым путям одновременно через равные промежутки времени, на одинаковое расстояние с помощью электролебедки и полиспаста. Совокупность рельсовых путей, тележек, приспособлений для сборки и перемещения блоков называют конвейером. Продолжительность операций, выполняемых на каждой стоянке, должна быть одинаковой, в противном случае невозможно соблюсти постоянный ритм сборки, т. е. равный интервал времени между перемещениями блоков с одной стоянки на другую. Собранную на первой стоянке конструкцию перемещают на вторую стоянку, где продолжают сборку, а на освободившемся месте приступают к сборке конструкций следующего 94 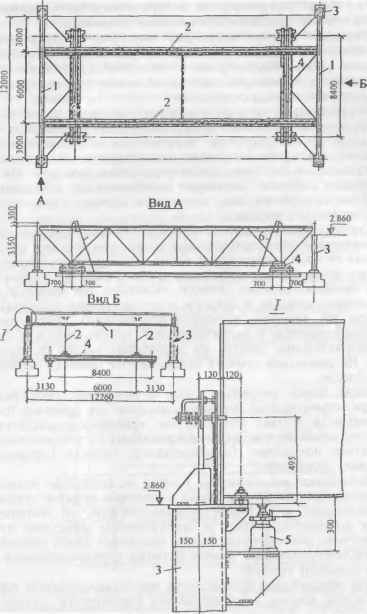 Рис. 10.3. Кондуктор для сборки блока покрытия на первой стоянке конвейера: 1 — подстропильные балки; 2 — стропильные фермы; 3 — стойка кондуктора; 4 — конвейерные тележки; 5 — винтовой домкрат; 6 — монтажная лестница с площадкой блока. Места конвейера, на которых выполняют отдельные этапы сборки, называются стоянками конвейера. Стоянка — рабочее место для выполнения определенного строительного процесса — оснащается для максимальной механизации работ кондукторами, подмостями, средствами малой механизации, высокопроизводительным оборудованием и электрифицированным инструментом. В зависимости от конструктивного решения блока покрытия на первых 3...6 стоянках выполняют сборку стальных конструкций блока покрытия: стропильных и подстропильных ферм, связей, прогонов, укладку и закрепление стального профилированного настила, светоаэрационных фонарей. На последующих стоянках заполняют межферменное пространство, окрашивают конструкции, устраивают кровлю, прокладывают промышленные проводки. Стоянки конвейерной линии обустраивают стационарными подмостями и переходными мостиками, конструкции которых зависят от вида выполняемых работ. Одновременно передвигаясь на тележках по рельсовым путям, каждый собираемый блок проходит рабочие стоянки конвейера, где кроме сборки металлоконструкций и окраски последовательно выполняются работы по монтажу санитарно-технического оборудования, электроаппаратуры и вентиляционных трубопроводов, а также общестроительные работы по устройству кровли и остеклению. На последней стоянке осуществляют приемку укрупненных блоков. Такие блоки покрытия, сходя с конвейера, приобретают полную строительную готовность и после их приемки транспортируются в зону монтажа, где краном соответствующей грузоподъемности или другими средствами их устанавливают в проектное положение. Освободившиеся тележки перемещают к началу конвейера. Продольное расположение блоков на конвейере позволяет применить для их сборки краны с меньшим вылетом стрелы, а следовательно, и меньшей грузоподъемности, но увеличивает длину конвейерной линии и протяженность рельсовых путей. Поперечное расположение блоков уменьшает длину конвейера, но требует применения кранов большей грузоподъемности и с более длинной стрелой. Для обеспечения безопасности при одновременной работе нескольких кранов, обслуживающих конвейерную линию, их максимальное сближение должно исключать аварийные ситуации при поворотах стрел навстречу друг другу. С этой целью на опасных участках предусматривают стоянки, на которых выполняют работы, для которых не требуется крановое обору-96 0 ... 28 29 30 31 32 33 34 ... 148 |












