Раздел: Документация
0 ... 21 22 23 24 25 26 27 ... 106 оконцевание в виде кольца выполняют следующим образом. С конца провода снимают изоляцию на длине, достаточной для выполнения кольца. Жилу жесткого провода закручивают в кольцо по часовой стрелке, а гибкого провода - в стержень. Затем кольцо и стержень облуживают. Для соединения гибкого провода под винтовой зажим его облуженный стержень закручивают в кольцо. Присоединение к одному контактному зажиму более двух проводов запрещается. Зажимы должны соответствовать величине номинального напряжения и тока. Зажимные винты рассчитаны на присоединение проводов следующих сечений: в зажимах до 10 А - двух проводов сечением до 4 мм2; в зажимах до 25 А - двух проводов сечением до 6 мм2. Присоединение проводов к приборам, имеющим контактные лепестки, производят пайкой. Спаянные монтажные соединения должны обеспечивать надежность электрического контакта и необходимую механическую прочность. Основным материалом для пайки является припой ПОС-40, а для ответственной аппаратуры - ПОС-61. Припой рекомендуется применять в виде трубок с канифольным наполнением или проволоки диаметром 1-3 мм. Флюсом служит раствор канифоли в спирте, а также сосновая канифоль высшего или первого сорта. d 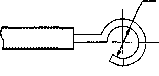 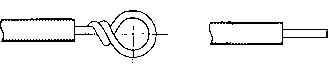 б) Рис. 2.6. Оконцевание жесткого (а) и гибкого (б) проводов под винтовой и плоский (в) зажимы Плохо выполненное соединение может привести к тому, что ток, проходящий через него, вызовет искрение в ненадежных зажимах и, как следствие, перегорание проводников. Детали слабого зажима нагреваются и окисляются, что еще больше увеличивает сопротивление и нагрев. Нагрев присоединительных зажимов аппарата может быть и из-за того, что применены провода меньшего сечения, чем нужно, которые, нагреваясь, увеличивают температуру на самом зажиме. Причина может быть также в неправильно или небрежно выполненном зажиме. Нагрев концов проводов может быть также в месте контакта провода с наконечником и при нормальной величине тока. В таком случае опрессовка наконечника не помогает, и наконечник нужно отрезать от провода и вставить другой, а если его нет, то временно провод можно присоединять без наконечника, согнув кольцом, что будет надежнее, чем с нагревающимся наконечником. Увеличение сопротивления в зажимах заземляющих проводников ведет не только к повышению напряжения прикосновения, но и к опасности возгорания из-за нагрева зажима и его искрения. Следует учитывать возможность перегрева аппаратов и от нагрева рабочих контактов и мест их крепления из-за повышения сопротивления в месте касания контактов при неплотном касании контактов и, как следствие, от их окисления. От нагрева может быть перегорание и замыкание не только токоведущих частей, но частичное или полное сгорание пластмассовых деталей и корпусов аппаратов, что может привести к пожару. 2.2.2. Соединение сплавов высокого сопротивления Для соединения проводов из сплавов высокого сопротивления (нихром, константан, никелин, манганин и др.) есть несколько простейших способов сварки без применения специальных инструментов. Концы свариваемых проводов зачищают, скручивают и пропускают через них ток такой силы, чтобы место соединения накалилось докрасна. На это место пинцетом кладут кусочек ляписа (нитрат серебра), который расплавляется и сваривает концы проводов. Если диаметр свариваемой проволоки из сплава высокого сопротивления не превышает 0,15-0,2 мм, то на ее концы наматывают тонкую медную проволоку (диаметром 0,1-0,15 мм), причем с реостатной проволоки изоляцию можно не удалять. Затем соединенную таким образом проволоку накаляют на пламени горелки. Медь при этом начинает плавиться и прочно соединяет оба реостатных провода. Оставшиеся концы медной проволоки отрезают, а место сварки изолируют, если нужно. Этот способ можно применять и для соединения медных проводов с проводами из сплавов высокого сопротивления. Перегоревший провод обмотки реостата или нагревательного прибора можно восстановить следующим образом: концы провода в месте обрыва вытягивают на 15-20 мм и зачищают до блеска. Затем из листовой стали или алюминия вырезают небольшую пластинку, делают из нее муфту и надевают на провода в месте соединения, предварительно скрепив их обычной скруткой. Затем муфту плотно сжимают плоскогубцами. Соединение проводов с помощью муфты обеспечивает достаточно высокую механическую прочность, но контакт в месте соединения не всегда надежен, что может привести к местному перегреву провода и его перегоранию. Соединение сплавов высокого сопротивления часто требуется при изготовлении термопар, которые применяются для измерения температуры жала электропаяльника, расплавленного припоя в ванне для лужения проводников, нагрева электрических машин и т.п. Для этого в железный тигель с металлической подставкой насыпают угольный порошок - измельченные электроды от сварки или гальванических элементов. Один конец электрического провода от автотрансформатора соединяют с тиглем, другой подключают к скрученной термопаре, которую захватывают плоскогубцами с изолированными ручками, и подают от автотрансформатора напряжение порядка 60-80 В (рис. 2.7а). Скрученные проволочки (например, хромель-ко-пель) опускают в угольный порошок, в который добавлено немного флюса (бура), в результате чего возникает небольшая электрическая дуга, и концы термопары свариваются, образуя шарик на концах проволочек. При другом способе сварки (рис. 2.76) вместо порошка применяется угольный электрод. Напряжение 12 В с понижающего 0 ... 21 22 23 24 25 26 27 ... 106 |












