Раздел: Документация
0 ... 22 23 24 25 26 27 28 ... 106 трансформатора подводят к ручке плоскогубцев и угольному электроду. При прикосновении последнего к скрутке концы проволочек оплавляются, образуя на конце шарик. 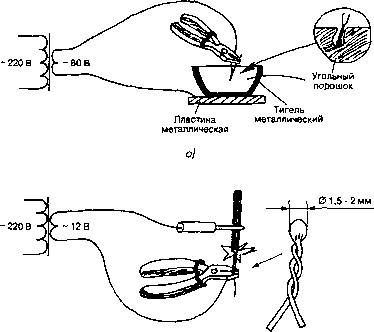 б) Рис. 2.7. Способы изготовления термопар Такой способ пригоден для соединения хромоаллюминие-вых, медноконстантановых и платинородиевых термопар, спиралей нагревательных элементов и проводов обмоток трансформаторов и электродвигателей. 2.2.3. Электросварка деталей Иногда требуется гальванически соединить какие-либо детали без нагревания. Например, чтобы собрать батарею из дисковых аккумуляторов, необходимо снабдить их соединительными выводами-перемычками. В подобных случаях можно применить «точечную» электросварку. Для этого необходимо собрать маломощное сварочное устройство, состоящее из соединенных параллельно пяти дросселей от арматуры люминесцентных осветительных ламп мощностью 40 Вт. К одному выводу этой батареи дросселей подключен изолированный проводник с зажимом «крокодил» на конце, а к другому - такой же проводник, второй конец которого соединен с одним из штырей сетевой вилки. Все соединения проводников должны быть надежно изолированы. Ко второму штырю сетевой вилки прикреплен проводник, свободный конец которого очищен от изоляции на длину 20-25 мм. Проводники должны быть как можно более короткими, с сечением по меди не менее 0,75 мм2. Для работы понадобится также плавкая перемычка - отрезок длиной 50-100 мм неизолированного медного провода (можно луженого) диаметром около 0,3 мм. Перемычка при выполнении каждого сварочного соединения перегорает, и ее нужно заменять. Работать следует крайне осторожно, пользуясь защитными очками и хлопчатобумажными перчатками. Сварка производится следующим образом. Деталь, к которой надо присоединить вывод, надежно фиксируют в зажиме, укладывают на пластину из негорючего изоляционного материала (например, асбеста) и прижимают массивным предметом. Один конец проволочной перемычки плотно наматывают (7-10 витков) на оголенный участок сетевого проводника, а второй - на привариваемый к детали вывод, которым может служить отрезок медного провода диаметром 0,5-0,6 мм. Соблюдая все меры электробезопасности, вилку устройства включают в сеть и, используя плоскогубцы с изолированной ручкой, касаются выводом к детали. Перемычка мгновенно сгорает, а вывод приваривается к детали. Если в вашей квартире около электросчетчика установлены плавкие предохранители («пробки»), то они могут перегореть. Поэтому их лучше заменить автоматическими. Работа будет более безопасной, если на сгораемую перемычку надеть тонкую ПВХ трубку. 2.3. ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ В настоящее время в электробытовой технике широко используется алюминий (например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т.п.). Поскольку данный металл и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают желаемых результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуженный конец все время добавляют канифоль. Чтобы хорошо залудить провод, все операции приходится повторять много раз. Затем пайка идет обычным порядком. Совет. Лучшие результаты получаются, если вместо канифоли применяется минеральное масло для швейных машин или щелочное масло (например, для чистки оружия после стрельбы). При пайке листового алюминия или его сплавов на шов горячим паяльником наносят канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, постоянно добавляя припой. Опилки своими острыми гранями снимают с поверхности оксид, и олово прочно пристает к алюминию. Работают хорошо нагретым паяльником: для пайки тонкого алюминия достаточна мощность 50 Вт; для алюминия толщиной 1 мм и более желательна мощность 90 Вт; если толщина превышает 2 мм, место пайки необходимо прогреть паяльником и только после этого наносить флюс и приступать к работе. В качестве флюса можно использовать минеральное масло. При соединении алюминиевых проводов и поверхностей иногда применяют достаточно оригинальный способ пайки. Перед началом работы алюминиевый провод или пластину омедняют, используя установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель 0 ... 22 23 24 25 26 27 28 ... 106 |












