Раздел: Документация
0 ... 22 23 24 25 26 27 28 ... 290 При изготовлении арматурных изделий (каркасов и сеток) к ним приваривают закладные детали различной формы и размеров, служащие для соединения сборных элементов между собой и крепления к конструкциям различного оборудования и деталей. Конструкция закладных деталей должна прежде всего отвечать своему назначению, быть максимально простой, технологичной и неметаллоемкой. Они должны быть достаточно прочными и жесткими при передаче на них расчетных усилий. Для изготовления закладных деталей применяют листовые и фасонные прокатные профили с приваренными к ним анкерными арматурными стержнями (рис. 2.16) или штампованные детали. Анкерные стержни обеспечивают связь анкерных пластин с бетоном и передачу на них усилий разных знаков и напряжений, а стальные упоры в виде стальных коротышей или пластин - передачу сдвигающих усилий. Соединения отдельных арматурных стержней или арматурных изделий между собой, как правило, осуществляют электросваркой. Однако в ряде случаев, например при соединении арматуры из холодноде-формированных или термически упрочненных сталей (поскольку сварка ухудшает их свойства), применяют соединение внахлестку без сварки (рис. 2.17). Соединение сварных сеток внахлестку с двусторонним расположением рабочих стержней не допускается. Соединение в рабочем направлении может быть произведено так, чтобы распределительные (поперечные) стержни располагались в одной плоскости или в разных плоскостях (рис. 2.17, а, б). В пределах стыка в каждой из соединяемых 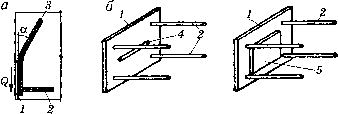 Рис. 2.16. Закладные детали железобетонных изделий: а -с нахлесточным отогнутым анкером; б - с нормальными анкерами и стальными упорами; / - стальная пластина; 2 - нормальные анкеры; 3 - отогнутый анкер; 4 - упор из арматурного коротыша; 5 - упор из стальной пластины 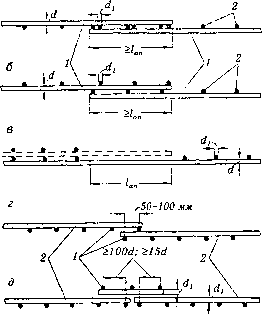 Рис. 2.17. Стыки сварных сеток внахлестку (без сварки): а, б, в -в рабочем направлении; г, д - в направлении распределительной арматуры; 1 - рабочая арматура; 2 - распределительная арматура сеток должно быть не менее двух поперечных стержней. Если арматура сеток выполнена из стержней периодического профиля, то поперечная арматура в пределах стыка не обязательна. Это позволяет располагать сетки в одном уровне (рис. 2.17, в). Длина нахлестки растянутой арматуры в конструкциях из обычного бетона классов В20-В40 в зависимости от класса арматурной стали принимается равной (30-45)d, но не менее 250мм. В конструкциях из бетона меньшей прочности, из легких бетонов, а также при отсутствии поперечной арматуры в пределах нахлестки длина перепуска стержней увеличивается. Длина нахлестки стержней, расположенных в сжатой зоне, принимается на (10- \5)d меньше, гдей - наименьший диаметр продольной рабочей арматуры, однако не менее 200 мм. Значение длины заделки 1т арматуры в бетоне, при которой в конце участка арматура работает с полным расчетным сопротивлением, а также длина стыков арматуры внахлестку без сварки определяются в зависимости от расчетных сопротивлений бетона и арматуры, профиля и диаметра арматуры, а также условий работы по приводимой далее формуле (2.13) и табл. 2.5. Площадь сечения стержней, соединяемых в одном месте, должна составлять при гладких стержнях не более 25%, а при стержнях периодического профиля - не более 50% общей площади сечения растянутой арматуры в сечении элемента. При соединении внахлестку сварных каркасов в балках на длине стыка устанавливают дополнительные поперечные стержни или корытообразно согнутую сетку с шагом дополнительных поперечных стержней не более 5d, а при соединении каркасов центрально- и внецентрально сжатых элементов - с шагом не более 10d. Стыки сварных сеток в нерабочем направлении выполняют внахлестку с перепуском, равным 50 дш при диаметре распределительной арматуры dx<A мм и 100 мм при di>4 мм (рис. 2.17, г). При диаметре рабочей арматуры 16 мм и более стык сварных сеток в нерабочем направлении перекрывают специальными сетками, укладываемыми с перепуском в каждую сторону не менее I5d распределительной арматуры и не менее 100 мм (рис. 2.17, д). Для соосной сварки стержней следует применять преимущественно контактную сварку встык, а также электродуговую или электрошлаковую сварку. Контактную стыковую сварку применяют для соединения стержней из горячекатаной стали диаметром не менее 10 мм. Дуговую сварку применяют при соединении стержней горячекатаной стали диаметром более 8 мм и для соединения их с закладными деталями, при соединении выпусков арматуры, закладных деталей во время монтажа сборных железобетонных изделий. При контактной сварке холоднодеформированных сталей в результате местного отжига механическая прочность стали снижается, и поэтому расчетное сопротивление такой арматуры принимается как для неупрочненной стали. Высокопрочную арматурную проволоку и канаты сваривать нельзя. Типы сварных соединений стержневой арматуры приведены в табл. 2.3, а соединений стержневой арматуры с плоскими элементами сортового проката - в табл. 2.4. 0 ... 22 23 24 25 26 27 28 ... 290 |












