Раздел: Документация
0 ... 24 25 26 27 28 29 30 ... 290 20.Полуавтоматическая открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке 21.Ванио-шовиая на стальной скобе-накладке I J Л II I I-I II II-II щ - -@- -©- щ
5 Отношение меньшего диаметра стержня к большему составляет 0,5-1,0. Термически и термо-меха-нически упрочненная арматура должна свариваться на удлиненной до Ad стальной скобе-накладке 22.Полуавтоматическая порошковой проволокой многослойными швами на стальной скобе-подкладке 23.Ручная дуговая многослойными швами иа стальной скобе-подкладке б Вертикальное
Отношение меньшего диаметра стержня к большему составляет 0,5-1,0. Ручную дуговую сварку соединений стержней диаметрами 36-80 мм следует выполнять на стальной скобе-накладке, а термически и тср-момеханически упрочненная арматура должна свариваться на удлиненной до 4d стальной скобе-накладке 24. Полуавтоматическая СОДГП на стальной скобе-накладке  20-40 20-30 20-40 20-22 20-28 А-1 А-Н А-Ш Ат-ШС At-IVC Отношение меньшего диаметра стержня к большему составляет 0,5-1,0. Термически и термомеханичс-скн упрочненная сталь должна свариваться на удлиненной До Ad стальной скобе-накладке 5 25. Ручная дуговая многослойными швами без дополнительных технологических элементов 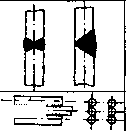 20-40 20-80 20-40 А-1 А-И А-Ш Ат-Ш Отношение меньшего диаметра стержня к большему составляет 0,5-1,0 26. Ручная дуговая - протяженными швамн с круглыми накладками Горизонтальное и вертикальное
Соединения арматуры классов A-1V и А-V следует выполнять со смещенными накладками. Допускается применять соединения с двусторонними швамн для арматуры классов А-1, А-И. А-Ш 111. Нахлесточная Сварка 27. Ручная дуговая протя- женнымн швамн То же 10-40 10-25 10-25 10-22 А-1 А-II А-Ш Ат-ШС Допускается применять двусторонние швы для соединений стержней классов А-1 и Ас-Нмарки 10 ГТ Таблица 2.4 Основные типы сварных соединений стержневой арматуры с плоскими элементами сортового проката
0 ... 24 25 26 27 28 29 30 ... 290 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












