Раздел: Документация
0 ... 9 10 11 12 13 14 15 ... 55 дение напряжения (В) ределяют по формуле U, = 1,73/pL/S, где / — сварочный ток, А; р — удельное сопротивление провода,- Ом • м; L — длина провода, м; 5 — площадь сечения провода, м . Если Ui больше допустимых 5%, необходимо увеличить сечение провода. Подбирать провода для присоединения источника сварочного тока к питающей силовой сети можно по данным табл. 8. Тип....... ЭД-12 Номинальный ток, А125 Сечение одножильного в проводе оп- Если длина провода значительна, необходимо проверить падение напряжения по вышеприведенной формуле и скорректировать сечение провода. Принадлежности и инструмент сварщика: 1. Электрододержатели служат для зажима электрода и подвода к нему сварочного тока (рис. 36). Они должны прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля, а также быстрое удаление огарка и закладку нового электрода. Электрододержатели изготовляют по ГОСТ 14651—78 следующих типов: ЭД-20 200 ЭД-25 250 ЭД-31 315 ЭД-40 400 ЭД-50 500 токопроводящего кабеля, мм2..... 16 и 25 25 и 35 Электрододержатели должны выдерживать 8 тыс. зажимов электрода и при затратах времени на каждую замену не более 4 с. Электрододержатели для тока 500 А должны иметь щиток для защиты руки сварщика от воздействия электрической дуги. 2. Щитки (рис. 37, а), маски (рис. 37, б) или шлемы (рис. 37, в) служат для защиты глаз и лица сварщика от излучения сварочной дуги и брызг металла. В них имеется смотровое отверстие, в которое вставляют светофильтр, задерживающий инфракрасные и ультрафиолетовые лучи и снижающий яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным стеклом. 35 и 50 35 н 50 50 и 70 70 и 90 3. Металлические щетки (ручные и с электроприводом) для зачистки, разделки швов и очистки сварных швов от шлака. 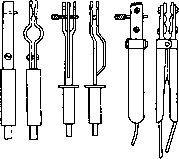 Рис. 36 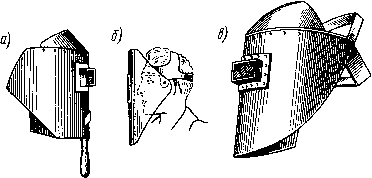 4.Молоток, зубило, крепежный инструмент. 5.Набор шаблонов для контроля размеров швов. 6.Стальные клейма для клеймения сварных швов. Индивидуальные защитные средства сварщика. Для защиты тела от ожогов сварщик пользуется брезентовым костюмом, брезентовыми рукавицами и кожаной или валяной обувью. Брюки должны быть гладкими, без отворотов с напуском поверх ботинок или валенок. Рукавицы должны иметь напуск на рукава и завязываться тесьмой. Прямая одежда и отсутствие открытых частей тела исключают возможность попадания брызг металла на тело и в складки спецодежды. Кроме спецодежды к средствам индивидуальной защиты сварщика относятся: пояс предохранительный с лямками (при работе на высоте), резиновые диэлектрические шлем, перчатки, сапоги (или галоши), коврики. При сварке внутри резервуаров, баков, цистерн необходимо пользоваться резиновыми сапогами и резиновым шлемом. При сварке металлических конструкций, если сварщик работает лежа, сидя или стоя на элементах свариваемой конструкции, кроме резиновых сапог (или галош) и шлема необходимы резиновые коврики, а также наколенники и подлокотники, подшитые войлоком. ГЛАВА 4 МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ § 9. Понятие о свариваемости Процесс сварки представляет собой сочетание нескольких одновременно протекающих процессов, которые определяют качество получаемого сварного соединения. К этим процессам относятся: нагрев металла околошовных участков, плавление, кристаллизация основного металла или взаимная кристаллизация основного и присадочного (или электродного) металлов. Протекание этих процессов определяется в основном свойствами свариваемых металлов. Однако такие факторы, как слишком высокая температура, очень большие скорости охлаждения, необоснованный выбор присадочного металла и режима сварки, могут значительно снизить качество сварного соединения. При разнородных металлах процесс взаимной кристаллизации может не произойти, вследствие чего сварка таких металлов не может быть осуществлена. Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Большое влияние на свариваемость металлов и сплавов оказывает их химический состав. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные свойства стали в процессе обработки, в том числе и свариваемость. Низкоуглеродистые стали (С< 0,25%) свариваются хорошо. Среднеуглеродистые стали (С< 0,35%) также свариваются хорошо. Стали с содержанием С > 0,35% свариваются хуже. С увеличением содержания углерода в стали свариваемость ухудшается. В околошовных зонах появляются закалочные структуры и трещины, а шов получается пористым. Поэтому для получения качественного сварного соединения возникает необходимость применять различные технологические приемы. Марганец не затрудняет сварку стали при содержании его 0,3...0,8%. Однако при повышенном содержании марганца (1,8...2,5%) прочность, твердость и закаливаемость стали возрастают, и это спо- собствует образованию трещин. При сварке высоко марганцовистых сталей (11 ... 16% Мп) происходит выгорание марганца, поэтому его восполняют, используя электродные покрытия и флюсы с повышенным содержанием марганца. Кремний содержится в обычной углеродистой стали в пределах 0,02 ... 0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8... 1,5%) кремний затрудняет сварку, так как придает стали жидко-текучесть и образует тугоплавкие оксиды и шлаки. Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05%. Сера образует в металле сульфид железа, который имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации частицы сульфида железа располагаются между кристаллами металла шва и способствуют образованию горячих трещин. Фосфор является также вредной примесью. Фосфор ухудшает свариваемость стали, так как образует хрупкий фосфид железа, придающий стали хладноломкость. Содержание фосфора в стали не превышает 0,05%. Свариваемость стали принято оценивать по. следующим показателям: склонность металла шва к образованию горячих и холодых трещин; склонность к изменению структуры в околошовной зоне и к образованию закалочных структур; физико-механические свойства сварного соединения; соответствие специальных свойств (жаропрочность, износостойкость и др.) сварного соединения техническим условиям. Свариваемость определяют двумя основными методами, разработанными МВТУ им. Баумана (валиковая проба) и Кировским (г. Ленинград) заводом. Валиковая проба заключается в следующем: изготовляют образцы, на которые наплавляют по одному валику при различной погонной энергии от 419 • 103 до 838 • 104 Дж/м. Обработанные и протравленные образцы подвергают макро- и микроисследованиям, а затем механическим испытаниям на загиб и ударную вязкость. Результаты исследования позволяют не только оценить свариваемость стали по многим показателям, но и установить оптимальные режимы сварки. По методу, разработанному Кировским заводом, исследование проводят на образцах из толстолистовой стали. Пластины размером 130 X 130 мм имеют в середине выточки диаметром 90 мм, при этом оставшиеся донышки у выточек должны иметь толщину 2, 4 и 6 мм. В выточки по диаметру наплавляют валик и в процессе наплавки пластины охлаждают с наружной стороны проточной водой или струей воздуха. Стали считаются сваривающимися хорошо, если трещины отсутствуют; удовлетворительно, если трещины образуются при охлаждении водой, но отсутствуют при охлаждении воздухом; ограниченно, если сталь для предупреждения образования трещин требует предварительного подогрева до 100... 150° С и охлаждения на воздухе. Плохо сваривающиеся стали требуют предварительного подогрева до 300° С и выше. Углеродистые стали по свариваемости можно условно подразделить на следующие группы: хорошо сваривающиеся стали: СтО, Ст1, Ст2, СтЗ, Ст4 (ГОСТ 380—71), 08, 10, 15, 20, 25 (ГОСТ 1050—74); удовлетворительно сваривающиеся стали: Ст5 (ГОСТ 380—71), 30, 35 (ГОСТ 1050—74); ограниченно сваривающиеся стали: Стб, Ст7 (ГОСТ 380—71), 40, 45, 50 (ГОСТ 1050—74); плохо сваривающиеся стали: 60Г, 65Г, 70Г, 65, 70, 75, 80, 85 (ГОСТ 1050—74). В сварных строительных конструкциях используются главным образом стали первой группы. Стали СтО, Ст1, Ст2, СтЗ, Ст4 пр-и меняют при изготовлении различных строительных конструкций, арматуры железобетонных изделий, горячекатаных и сварных труб с прямым и спиральным швом; из стали СтЗ изготовляют бункера, резервуары, газгольдеры, конструкции доменного комплекса, балки различных перекрытий; стали 0 ... 9 10 11 12 13 14 15 ... 55 |












