Раздел: Документация
0 ... 6 7 8 9 10 11 12 ... 55  Рис. 30 ся. По этому принципу изготовлены трансформаторы типа ТС (рис. 30), ТСК и ТД с алюминиевыми обмотками. Сварочные аппараты ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности. Трансформаторы типа ТД имеют два диапазона сварочных токов: большие токи — при параллельном соединении первичных и вторичных обмоток и малые токи — при последовательном их соединении. Переключение обмоток 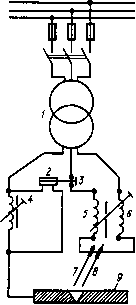 производится одновременно пакетным переключателем. В каждом диапазоне ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Удобны для работы в условиях строительно-монтажной площадки трансформаторы ТД-304, отличающиеся от ТД-300 наличием устройства в виде Дополнительной приставки для дистанционного регулирования сварочного тока. Характеристика сварочных аппаратов с подвижной обмоткой приведена в табл. 5. Для. строительно-монтажных работ очень удобны облегченные переносные сварочные аппараты ТСП-1 и ТСП-2. Они предназначены для сварки коротких швов, прихваток, т. е. при сварке с большими перерывами. Вторичная обмотка трансформатора ТСП-1 секционирована, что позволяет ступенчато регулировать сварочный ток переключением секций с помощью перемычки на броневой доске трансформатора. Масса сварочного аппарата ТСП-1 — 35 кг. Пределы сварочного тока 105... 180 А. Масса аппарата ТСП-2 — 63 кг. Номинальный ток — 300 А. Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами. Аппарат (рис. 31) состоит из трехфазного трансформатора /, регулятора сварочного тока и магнитного контактора 3. Первичная обмотка включается в силовую сеть напряжением Таблица 5
220 В (соединение обмоток в треугольник) или 380 В (соединение обмоток в звезду). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины. Регулятор сварочного тока состоит из двух дросселей и трех обмоток. Две обмотки 5 и 6 расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе, но изолированным друг от друга электродам 7 и 8. Третья обмотка 4 расположена на втором магнитопроводе и подключена к свариваемой детали 9. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых (изменением воздушных зазоров в магнито-проводах) регулируется сварочный ток. Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой— в фазе, подсоединенной к изделию. Магнитный контактор 3 служит для включения цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов (на рисунке электрод 8). Ток проходит по обмотке 4 регулятора и обмотке 2 контактора. Контактор включает обмотку 5 регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках 4 к 2 прекращается и контактор 3 выключает цепь обмотки 5, гасит дугу между электродами. Трехфазный сварочный аппарат ЗСТ конструкции проф. Н. С. Силунова имеет мощность 45 кВ-А, вторичное напряжение — 60 В, сварочный ток— 450 А. Заводом «Электрик» для ручной сварки выпущены трехфазные сварочные аппараты ТТС-400 на 400 А, состоящие из двух спаренных трансформаторов СТН в едином корпусе. Схема питания трехфазной сварочной дуги приведена на рис. 32. Для автоматической сварки заводом «Электрик» выпущены трехфазные сварочные аппараты ТТСД-1000 на 1000 А, состоящие из двух спаренных трансформаторов ТСД-1000-4.  Рис. 32 Трехфазные сварочные аппараты обеспечивают высокую производительность, экономию электроэнергии (к.п.д. достигает 0,9) и равномерную загрузку фаз сети при высоком коэффициенте мощности (cos ф= 0,8), однако ввиду сложности сварочного оборудования и трудностей при сварке потолочных и вертикальных швов применяются ограниченно. При необходимости обеспечить большой сварочный ток и при отсутствии сварочных аппаратов достаточной мощности можно применять параллельное включение трансформаторов;. Схема такого включения сварочных аппаратов представлена на рис. 33. Для параллельной работы нужно применять трансформаторы с одинаковыми внешними характеристиками и напряжениями первичной и вторичной цепей. Одноименные концы первичных обмоток а соединяют между собой и общие клеммы / включают в силовую сеть переменного тока. Одноименные концы вторичной обмотки b также соединены между собой: клеммы 2 под- а Рис. зз ключают к дросселям Др, а клеммы 3— к детали. Дроссели соединяют между собой также параллельно. Сварочный ток регулируют вращением рукояток дросселей так, чтобы обеспечить равенство нагрузок на трансформаторы. Равенство нагрузок проверяют амперметром. В некоторых случаях для повышения устойчивости горения дуги, питаемой переменным током, применяют способ наложения на сварочный ток частотой 50 Гц токов высокой частоты (150...500 кГц) и высокого напряжения (1500...6000 В). Такие меры предпринимают при сварке тонкостенных изделий дугой малой мощности и при сварочном токе 20...40 А, а также при сварке в защитных газах, сварке специальных сталей и некоторых цветных металлов. Для получения токов высокой частоты и высокого напряжения применяют осцилляторы -параллельного и последовательного включения. Принципиальная схема осциллятора параллельного включения ОСПЗ-2М и его включения в сварочную цепь показана на рис. 34. Осциллятор ОСПЗ-2М включают непосредственно в питаю- щую сеть напряжением 220 В. Он состоит из повышающего (с 220 В до 6000 В) трансформатора ПТ и колебательного контура. Колебательный контур, состоящий из высокочастотного трансформатора ВЧТ, конденсатора Сз и разрядника Р, вырабатывает высокочастотный ток. Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которого присоединяют: один — к клемме «земля» выводной панели, а другой—ко второй клемме через конденсатор Сб и предохранитель Л/Конденсатор Сб препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь и служит для защиты сварщика в случае пробоя конденсатора Сз. Предохранитель Прг выключает осциллятор в случае пробоя конденсатора Сб. Для устранения радиопомех в питающей сети осциллятор снабжен фильтром из двух защитных дросселей Др\ и Др2 и четырех конденсаторов Ci, Сч, Сз и Са. Фильтр защищает цепь питания от токов высокой частоты. Для общей защиты от радиопомех осциллятор имеет экранирующий металлический кожух. Осцилляторы последовательного включения ( М-3, ОС-1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора. При применении осциллятора дуга загорается легко, даже без прикосновения электрода к изделию (при зазоре 1...2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.  0 ... 6 7 8 9 10 11 12 ... 55
|
