Раздел: Документация
0 ... 4 5 6 7 8 9 10 ... 55  Рис. 20 Универсальные преобразователи ПСУ-300 и ПСУ-500-2, предназначенные для ручной сварки, автоматической сварки под флюсом, а также автоматической и полуавтоматической сварки в защитных газах, обеспечивают как падающую, так и жесткую внешнюю характеристику. В этих преобразователях, переключая независимую и последовательную обмотки генератора, можно создавать размагничивающий и подмагничивающий потоки и соответственно получать ту или иную характеристику. При работе на строительной площадке или заводе нескольких сварочных постов, расположенных недалеко друг от друга, применяют многопостовой сварочный преобразователь. Внешняя характеристика многопостового сварочного генератора должна быть жесткой, т. е. независимо от количества работающих постов напряжение генератора должно быть постоянным. Для получения постоянного напряжения многопостовой генератор (рис. 21) имеет параллельную обмотку возбуждения /, создающую магнитный поток 0i и последовательную обмотку 5, создающую магнитный поток Фч того же направления. При холостом ходе э. д. с. генератора индуцируется только магнитным потоком Ф], так как в последовательной обмотке ток отсутствует. Напряжение генератора достаточно для зажигания дуги. Во время сварки появляется ток в обмотке якоря и, следовательно, в последовательной обмотке возбуждения. При этом появляется магнитный поток 02 и э. д. с. будет индуцироваться суммарным ПОТОКОМ 01 + 02. Падение напряжения внутри генератора при рабочем режиме компенсируется увеличивающимся магнитным потоком, и поэтому напряжение остается равным напряжению холостого хода. Для получения падающей внешней характеристики сварочные посты включают в цепь генератора через регулируемые балластные реостаты 4. Напряжение генератора регулируют реостатом 2, включенным в цепь параллельной обмотки возбуждения. Сварочный ток устанавливают изменением сопротивления балластного реостата. Многопостовой сварочный преобразователь ПСМ-1000 (рис. 22) состоит из сварочного генератора постоянного тока типа СГ-1000 и трехфазного асинхронного двигателя, смонтированных в одном корпусе. Генератор СГ-1 ООО, шестиполюсный, с самовозбуждением, имеет параллель-
 Lh ChCh Lb Eh Lh СЬ Ch rrnrrrrr J-: 220/3808 15 кВт  Рис. 22 ную и последовательную обмотки, создающие магнитные потоки одинакового направления. В комплект сварочной машины входят девять балластных реостатов РБ-200, позволяющих развернуть девять постов. Преобразователи ПСМ-1000-1 и ПСМ-1000-11 существенных конструктивных отличий не имеют. Обмотки возбуждениягенераторау ПСМ-1000-I изготовлены из меди, а у ПСМ-1000-II — из алюминия. Последней модификацией является ПСМ-1000-4, состоящий из генератора ГСМ-1000-4 и электродвигателя А2-82-2 мощностью 75 кВт. В комплект преобразователя входят балластные реостаты РБ-200-1 (9 шт.) или РБ-300-1 (6 шт.). Балластный реостат РБ-200 (рис. 23) имеет пять рубильников, переключением которых устанавливают сопротивление реостата. Эти переключения позволяют регулировать сварочный ток ступенчато через каждые 10 А в пределах 10...200 А. Применение многопостовых сварочных преобразователей уменьшает площади, занимаемые сварочным оборудованием, сокращает расходы на ремонт, уход и обслуживание. Однако к. п. д. сварочного поста значительно ниже, чем при однопостовом преобразователе, вследствие больших потерь мощности в балластных реостатах. Поэтому выбор одного многопостового или нескольких однопосто-вых сварочных агрегатов обосновывают технико-экономическим расчетом для конкретных условий. Если экономически выгодно применение однопостовых сварочных агрегатов, но мощности одного генератора недостаточно для работы сварочного поста, включают параллельно два сварочных агрегата. При параллельном включении генераторов необходимо соблюдать следующие условия. Генераторы должны быть одинаковыми по типу и внешним характеристикам. До включения необходимо отрегулировать генераторы на одинаковое напря-  га ill  10 20 40 50 80А 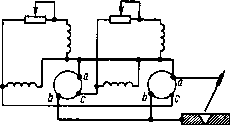 Рис. 242 жение холостого хода. После включения в работу следует с помощью регулирующих устройств установить по амперметру одинаковую нагрузку генераторов. При неодинаковой нагрузке напряжение одного генератора будет выше другого и генератор с низким напряжением, питаемый током второго генератора, будет работать как двигатель. Это приведет к размагничиванию полюсов генератора и выходу его нз строя. Поэтому следует постоянно следить за показаниями амперметров и при необходимости регулировать равномерность нагрузки. Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют перекрестное питание их цепей возбуждения: обмотки возбуждения одного генератора питаются от щеток якоря другого генератора (рис.24) .Для этой цели генераторы имеют уравнительные контакты, которые надо при параллельной работе соединить между собой. При параллельном включении многопостовых генераторов ПСМ-1000 необходимо клеммы на щитках генераторов ГС-1000, обозначенные буквой У (уравнительный), соединить между собой проводом; при этом последовательные обмотки генераторов соединяются параллельно и, таким образом, исключаются колебания в распределении нагрузки между генераторами. § 6. Сварочные аппараты переменного тока Сварочные аппараты переменного тока, применяемые на заводах и строительно-монтажных площад- ках, подразделяют на четыре основные группы: сварочные аппараты с отдельным дросселем; сварочные аппараты со встроенным дросселем; сварочные аппараты с подвижным магнитным шунтом; сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства—дросселя, подвижного магнитного шунта, подвижной обмотки—для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60... 70 В. Сварочные аппараты с отдельным дросселем (рис. 25)состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная / и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется напряжение 60...70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к.п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки rfo часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает 0 ... 4 5 6 7 8 9 10 ... 55 |
||||||||||||||||||












