Раздел: Документация
0 ... 3 4 5 6 7 8 9 ... 55 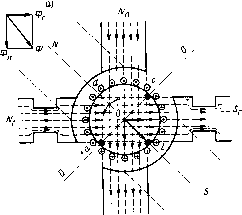 Рис. 16 магнитного потока генератора, а отсюда к уменьшению напряжения на основных щетках генератора. Чем больший ток протекает по обмотке якоря, тем больше магнитный поток Фя, тем больше снижается напряжение. При коротком замыкании сварочной цепи напряжение на основных щетках почти достигает нулевого значения. Сварочный ток регулируют в два приема — грубо и точно. При грубом регулировании смещают щеточную траверсу, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и сварочный ток уменьшается. При обратном сдвиге размагничивающее действие уменьшается и сварочный ток увеличивается. Таким образом устанавливают интервалы больших и малых токов. Плавное и точное регулирование тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом ток возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фп, тем самым изменяют напряжение генератора и сварочный ток. В генераторах с расщепленными полюсами поздних выпусков сварочный ток регулируют изменением числа витков секционированных обмоток полюсов генератора и реостатом, вклю- 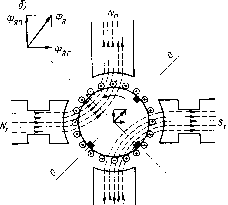 ченным в цепь обмотки возбуждения. Реостат устанавливается на корпусе генератора и имеет шкалу с делениями в амперах. По такой схеме работают генераторы СГ-300М-1, используемые в преобразователях ПС-300М-1. Принципиальная схема генератора с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь, представлена на рис. 17. Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую последовательную обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (Ь и с), либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Маг- 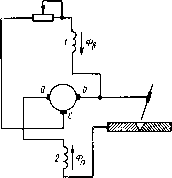 Рис. 17 Таблица 1
нитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Ф„, направленный против потока Ф„. Следовательно, э. д. с. генератора будет индуцироваться результирующим магнитным потоком Фв — Фп-С увеличением сварочного тока магнитный поток Фп возрастает, а результирующий магнитный поток Ф„ — Ф„ уменьшается. Как следствие, уменьшается индуцируемая э. д. с. генератора. Таким образом, размагничивающее действие обмотки 2 обеспечивает получение падающей внешней характеристики генератора. Сварочный ток регулируется переключением витков последовательной обмотки (грубая регулировка — два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-300, ГСО-500, ГС-500 и др. Краткая техническая характеристика сва-  Рис. 18 рочных преобразователей дана в табл. 1. На рис. 18 представлен однопостовой передвижной сварочный преобразователь ПСО-500, выпускаемый серийно и нашедший широкое применение при строительно-монтажных работах. Он состоит из генератора ГСО-500 и трехфазного асинхронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Преобразователь предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Для грубого регулирования сварочного тока (переключения витков последовательной обмотки) на клеммовую доску генератора выведены один отрицательный и два положительных контакта. Если необходим сварочный ток в пределах 120...350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам. При работе на токах 350...600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно сварочный ток регулируют реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоука-зателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд — до 350 А и наружный ряд — до 600 А. Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газонефтепроводов, при установке мачт электропередач высокого напряжения и др.) применяют передвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания. Краткая техническая характеристика наиболее распространенных сварочных агрегатов с двигателями внутреннего сгорания дана в табл. 2. На рис. 19 представлен сварочный агрегат этой группы ПАС-400-VIII. Агрегат состоит из генератора СГП-3-VI и двигателя внутреннего сгорания ЗИЛ-120 или ЗИЛ-164. Геиератор работает по схеме с размагничивающей последо-  Рис. 19 нательной обмоткой. Регулирование тока произ водят реостатом цепи основной обмотки возбуждения. Двигатель сварочного агрегата специально переоборудован для режима длительной стационарной работы: он имеет автоматический центробежный регулятор скорости вращения; ручное регулирование для работы при малых скоростях; автоматическое выключение зажигания при внезапном увеличении скорости. Сварочный агрегат смонтирован на жесткой металлической раме с катками для перемещения. Наличие крыши и боковых металлических штор, защищающих от атмосферных осадков, позволяет использовать агрегат для работы на открытом воздухе. Для сварки в защитных газах, а также для полуавтоматической и автоматической сварки применяют генераторы с жесткой или возрастающей внешней характеристикой. Такие генераторы имеют обмотки независимого возбуждения и подмагничивающую последовательную обмотку. При холостом ходе э. д. с. генератора наводится магнитным потоком, который создается обмоткой независимого воз- буждения. При рабочем режиме сварочный ток, проходя через последовательную обмотку, создает магнитный поток, совпадающий по направлению с магнитным потоком обмотки независимого возбуждения. Тем самым обеспечивается жесткая или возрастающая вольт-амперная характеристика. На рис. 20 представлен преобразователь такого типа ПСГ-350, состоящий из сварочного генератора постоянного тока ГСГ-350 и трехфазного асинхронного электродвигателя АВ-61-2 мощностью 14 кВт. Генератор имеет обмотку независимого возбуждения и подмагничивающую последовательную обмотку. Обмотка независимого возбуждения питается от внешней сети через селеновые выпрямители и стабилизатор напряжения, который исключает влияние колебаний напряжения в сети на ток возбуждения. Последовательная обмотка разделена на две секции: при включении в сварочную цепь части витков генератор работает на режиме жесткой характеристики, а при использовании всех витков обмотки генератор дает возрастающую внешнюю характеристику. Генератор и двигатель размещены в общем корпусе и смонтированы на тележке. Таблица 1
0 ... 3 4 5 6 7 8 9 ... 55 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












