Раздел: Документация
0 ... 5 6 7 8 9 10 11 ... 55 DD V ■5 Рис. 25 мощный магнитный поток, наводящий э.д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения. При возникновении дуги сварочный ток уменьшается; вслед за ним уменьшается э.д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным ,и подвижным магнитопро-водами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А. По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ-34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке. На рис. 26 представлен трансформатор СТЭ-34 с регулятором (дросселем) РСТЭ-34. Трансформатор / и регулятор 2 заключены в отдельные кожухи из тонкой листовой стали с жалюзи для естественного охлаждения н установлены на колесики для перемещения. Первичная обмотка из изолированной проволоки размещена на двух .катушках. Для включения трансформатора в сеть с напряжением 220 В обмотки катушек соединяют параллельно, а для сети напряжением 380 В —последовательно. Вторичная обмотка из голой медной шины расположена поверх первичной обмотки на тех же катушках. При этом вторичная обмотка соединена всегда последовательно. На торцовой стенке кожуха на клеммовой доске расположены выводы первичной обмотки, на другой торцовой стенке—выводы вторичной обмотки. Сварочные аппараты со встроенным дросселем(рчс.27) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магни-топровод трансформатора состоит из основного сердечника /, на котором расположены пе.рвичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с   Рис. 28 обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а. Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависи- 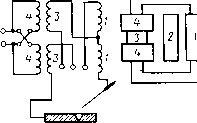 мости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора Фт и обмотке дросселя Фд, будут направлены навстречу друг другу. При этом напряжение холостого хода £/Хх = = итх—илх, где с/Тх — напряжение во вторичной обмотке трансформатора, В; [/д« — напряжение в обмотке дросселя, В. При попутном включении магнитные потоки Фт и Фд будут иметь одинаковое направление и напряжение холостого хода Uхх = Ulx-\- + С/дх. Сварочный ток регулируют, изменяя воздушный зазор а; чем больше зазор а, тем больше сварочный ток. Сварочный аппарат СТН-500, представленный на рис. 28, предназначен для ручной дуговой сварки. Здесь применено встречное включение вторичной обмотки трансформатора и обмотки дросселя. Обмотки трансформатора размещены на двух катушках для включения в сеть с напряжением 220 и 380 В. Сварочный ток регулируют вращением рукоятки, как и в регуляторе типа РСТЭ. На торцах кожуха сварочного аппарата установлены клеммовые доски, к которым выведены с одной стороны концы первичной обмотки, а с другой—одни конец вторичной обмотки и один конец обмотки дросселя. Для облегчения перемещения аппарат устанавливают на тележку. Сварочные аппараты СТН-500-1 отличаются от СТН-500 тем, что имеют алюминиевые обмотки. Сварочные аппараты ТСД, применяемые главным образом при автоматической сварке, имеют дистанционное управление регулированием сварочного тока. Подвижная часть сердечника перемещается с помощью червячной передачи от электродвигателя, управляемого двумя магнитными пускателями. При включении одного из них сварочный ток возрастает, при включении другого— уменьшается. Для охлаждения аппарата установлен вентилятор с электродвигателем трехфазного тока мощностью 0,25 кВт. Характеристика сварочных аппаратов с дросселем приведена в табл. 3. Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 29) имеют целый замкнутый магнитопровод, у которого на одном Таблица 3
стержне расположены первичная 4 и вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка /. Между ними находится стержень— магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора. Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают сварочные аппараты типа СТАН и СТШ. Сварочные аппараты типа СТШ имеют магнитный шунт, состоящий из двух половин, которые могут сдвигаться и раздвигаться. При полностью сдвинутых половинах шунта сварочный ток будет минимальный. Если раздвигать половины шунта, то магнитный поток рассеяния уменьшается и поэтому сварочный ток возрастает. В строительстве и промышленности применяют сварочные аппараты СТШ-300, СТШ-500 и СТШ-500-80. Аппарат СТШ-500-80 отличается от первых двух типов тем, что имеет два диапазона сварочных токов(катушки обмоток могут переключаться с последовательного соединения для малых сварочных токов на параллельное соединение для больших сварочных токов). Для монтажных работ рекомендуются аппараты легкого типа СТШ-250 массой 44 кг. Характеристика сварочных аппаратов с подвижным магнитным шунтом приведена в табл. 4. Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшает- Таблица 4
80 0 ... 5 6 7 8 9 10 11 ... 55 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












