Раздел: Документация
0 ... 29 30 31 32 33 34 35 ... 55 быть не менее 8 м, а при работе от генератора — не менее 10 м. § 31. Сварочные горелки Сварочная горелка является основным инструментом газосварщика. Она предназначена для правильного смешивания горючего газа или паров горючей жидкости с кислородом и получения устойчивого сварочного пламени требуемой мощности. Согласно ГОСТ 1077—79, горелки классифицируются: по способу подачи горючего в смесительную камеру — инжекторные и безынжекторные; по роду применяемого горючего; по мощности, определяемой расходом ацетилена: тип Г1 — микромощности (5... 60л/ч),тип Г2 — малой (25...700 л/ч), тип ГЗ — средней (50...2500 л/ч) и тип Г4 большой мощности (2500... 7000 л/ч). Для производства ручной газопламенной обработки большое применение получили ацетилено-кислородные инжекторные горелки. Они работают на принципе подсоса горючего газа, давление которого может быть ниже 0,01 МПа, т. е. ниже минимальных давлений,установленных для подвижных ацетиленовых генераторов. Давление кислорода должно быть в пределах 0,15...0,5 МПа. Безынжекторные горелки работают на горючем газе и кислороде, поступающих в смесительную камеру под одинаковым давлением в пределах 0,01...0,1 МПа, т. е. требуют питания горючим среднего давления. Для нормальной работы такой горелки в систему питания включают регулятор, обеспечивающий равенство рабочих давлений кислорода и горючего газа. Ацетилено-кислородная инжекторная горелка представлена на рис. 86.По шлангу и трубке 6 к вентилю 5 и через него в инжектор 4 поступает кислород. Вытекая с большой скоростью из инжектора в смесительную камеру 3, струя кислорода создает разрежение, вызывающее подсос ацетилена. Ацетилен поступает по шлангу к соединительному ниппелю 7, а затем через корпус горелки и вентиль 8 в смесительную камеру, где образует с кислородом горючую смесь. Полученная смесь по трубке наконечника 2 поступает в мундштук / и, выходя в атмосферу, при сгорании образует сварочное пламя. Большое применение получили сварочные инжекторные горелки средней мощности: «Звезда», ГС-3, «Москва» (рис. 87, б) и малой мощности: «Звездочка», ГС-2 и «Малютка» (рис. 87,а). Горелки средней мощности предназначены для ручной сварки, наплавки, пайки и подогрева деталей из черных и цветных металлов и их сплавов. В комплект горелки входят ствол и сменные наконечники, присоединяемые к стволу накидной гайкой. Наконечники от № 1 до № 7 позволяют устанавливать соответствующую мощность пламени для сварки металла толщиной 0,5...30 мм. Горелки малой мощности предназначены для сварки тонкостенных изделий (0,2...7 мм); они комплектуются наконечниками 0, № 1, № 2, № 3 и № 4. Горелки большой мощности ГС-4 комплектуются наконечниками № 8 и № 9 и служат для подогрева металла. Горелка ГС-4А-67П представляет собой горелку ГС-4 с сетчатым наконечником. Сетчатые наконечники позволяют использовать в качестве горючего пропан-бутановые смеси, природный газ и другие заменители Кислород Б 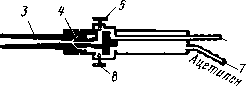  Рис. 87 ацетилена. Кроме того, для пропан-бутановых смесей применяют горелки ГЗУ-2-62-1, односопловые наконечники которых имеют подогреватели и подогревающие камеры, и горелки ГЗУ-2-62-П, имеющие сетчатые наконечники без подогревающих устройств. Наконечники этих горелок крепятся на стволе горелок ГС-3, «Москва» или «Звезда». Для малой мощности пламени используют горелки ГЗМ-2-62М с односопловым наконечником меньших размеров и подогревающим устройством. Наконечники крепятся на стволе горелки ГС-2, «Малютка» или «Звездочка». ГЛАВА 11 СВАРОЧНОЕ ПЛАМЯ § 32. Газы для сварки и резки металлов Кислород при газовой сварке применяется для получения горючей смеси. Он способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в-воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой сварке применяют газообразный технический кислород, поставляемый по ГОСТ 5583—78 трех сортов. Первый сорт имеет чистоту не ниже 99,7%, второй сорт — не ниже 99,5%, а третий сорт — не ниже 99,2% по объему. Технический кислород содержит примеси, состоящие из азота и аргона. Следует учесть важное значение чистоты кислорода при сварке и резке металла. Снижение чистоты кислорода на 1% не только ухудшает качество сварного шва, но и требует увеличения расхода кислорода на 1,5%. Кислород при атмосферном давлении и нормальной температуре представляет собой газ без цвета и запаха с плотностью 1,43 кг/м3. Его получают из воздуха методом низкотемпературной ректификации, основанном на разности температур кипения основных составляющих воздуха — азота (—195,8° С) и кислорода (— 182,96°С). Воздух переводят в жидкое состояние и затем постепенным повышением температуры испаряют азот (78%). Оставшийся кислород (21%) очищают до требуемой чистоты многократным повторением процесса ректификации. Таблица 18
Некоторые свойства горючих газов, применяемых при газовой сварке, даны в табл. 18. Ацетилен в газосварочном производстве получил наибольшее распространение благодаря важным для сварки качествам (высокая температура пламени, большая теплота сгорания). Он представляет собой химическое соединение углерода с водородом (С2Н2). Это бесцветный газ с характерным запахом, обусловленным наличием примесей (сероводорода, фтористого водорода и др.). Ацетилен взрывоопасен при следующих условиях: нагревании до 480...500°С, давлении 0,14...0,16 МПа (1,4...1,6 кгс/см2), в смеси 2,3... 80,7% ацетилена с воздухом, в смеси 2,8...93% ацетилена с кислородом. Ацетилен получают при взаимодействии карбида кальция с водой по реакции СаС2 + 2Н20=гС:;Н2-т-+ Са(ОН)а. Карбид кальция получают путем сплавления в электропечах кокса и обожженной извести СаО + ЗС = = СаС2 + СО. Карбид кальция очень активно вступает в реакцию с водой, реагируя даже с парами воды, насыщающими воздух. Поэтому его хранят и транспортируют в герметически закрытых стальных барабанах вместимостью 50... 130 кг. Из 1 кг карбида кальция в зависимости от сорта и грануляции получают 235...280 л ацетилена. Следует иметь в виду, что мелкий и пылеобразный карбид кальция применять запрещается (взрывоопасно). Для взаимодействия 1 кг карбида кальция теоретически необходимо 0,56 л воды. Практически берут 7...20 л воды. Это обеспечивает хорошее охлаждение ацетилена и более безопасную работу газогенератора. Водород — газ без цвета и запаха. В смеси с кислородом или воздухом он образует взрывчатую смесь (так называемый гремучий газ), поэтому требует строгого соблюдения правил техники безопасности. Водород хранится и транспортируется в стальных баллонах при максимальном давлении 15 МПа. Получают его электролизом воды или в водородных генераторах путем воздействия серной кислотой на железную стружку или цинк. Пиролизный газ — смесь газообразных продуктов термического разложения нефти, нефтепродуктов или мазута. Содержит вредные сернистые соединения, вызывающие коррозию мундштуков горелок и резаков, поэтому требует тщательной очистки. Нефтяной газ — смесь горючих газов, являющихся побочным продуктом нефтеперерабатывающих заводов. Его применяют для сварки, резки и пайки сталей толщиной до 3 мм и сварки цветных металлов. Природный газ получают из газовых месторождений. Он состоит в основном из метана (93...99%). 0 ... 29 30 31 32 33 34 35 ... 55 |












