Раздел: Документация
0 ... 62 63 64 65 66 67 68 ... 290 К недостаткам предварительно напряженных железобетонных конструкций следует отнести сравнительно высокую трудоемкость изготовления. Кроме того, для их изготовления требуется специальное оборудование, высокая квалификация рабочих и т.п.; в предварительно напряженных конструкциях обычно действуют дополнительные усилия, например внецентренное усилие обжатия, которое вызывает в сечениях не только сжимающие, но и растягивающие напряжения, что может привести к образованию трещин в бетоне в стадии изготовления и монтажа конструкций. Значительные усилия, передаваемые напрягаемой арматурой на бетон, могут привести к местному разрушению бетона (на торцах под анкерами) и нарушению сцепления арматуры с бетоном на концах элементов. Предупредить эти явления можно специальными конструктивными мерами. При оценке экономичности предварительно напряженных конструкций следует учитывать, что в некоторых случаях они могут оказаться дороже, чем элементы с ненапрягаемой арматурой, однако расход дефицитной стали в них всегда ниже. 8.1.2. Способы изготовления предварительно напряженных конструкций Предварительно напряженные конструкции могут изготовляться с натяжением арматуры на упоры до бетонирования или на бетон после его отвердения (см. рис. 1.2). Каждая из этих разновидностей предварительно напряженных железобетонных конструкций может быть изготовлена различными способами. Существуют три основных способа натяжения арматуры: механический, электротермический и физико-химический (самонапряжение). Механическое натяжение арматуры производится преимущественно гидравлическими домкратами, развивающими большие силы натяжения (5000 кН и более) и позволяющими достаточно точно измерять силу натяжения. Натягиваемые стержни при этом обычно соединяют с цилиндром, а поршень домкрата упирают в торцы элементов или специальные упоры. В мощных домкратах некоторых типов натягиваемую арматуру соединяют с поршнем. Широко применяются малогабаритные переносные гидравлические домкраты двойного действия для натяжения пучковой арматуры с тяговым усилием 150; 200 и 600 кН. Весьма эффективен способ непрерывного армирования, предложен- ный В.В. Михайловым. По этому способу навивка высокопрочной проволоки на упоры или непосредственно на затвердевший бетон конструкций производится на поворотном столе, схема действия которого показана на рис. 8.1. Этим способом изготовляются различные виды предварительно напряженных конструкций с одноосным и двухосным напряженным состоянием - балки, панели, трубы и т.д. Принцип непрерывного армирования напряженной обмоткой успешно применяется также при изготовлении предварительно напряженных резервуаров с помощью специальных обмоточных передвижных машин (рис. 8.2). Электротермический способ натяжения арматуры в последние годы получил широкое распространение; этим способом в настоящее время изготовляется примерно 3/4 выпускаемого предварительно напряженного железобетона. Достоинство способа в его исключительной простоте и возможности применения на любом заводе и предприятии. Используемое оборудование в 5-10 раз дешевле, чем при механическом натяжении, а трудоемкость изготовления в 2-3 раза ниже. Однако точность натяжения арматуры электротермическим способом значительно ниже, чем при механическом. Кроме того, этот способ применяется преимущественно для натяжения арматуры из горячекатаных сталей, так как для достижения в высокопрочной проволоке достаточно высоких напряжений потребовалось бы такое повышение температуры, которое привело бы к ухудшению ее механических характеристик. Рис. 8.1. Схема изготовления предварительно напряженных конструкций методом непрерывного армирования на поворотном столе: 1 - поворотный стол; 2- напрягаемая обмотка; J- натяжная станция; 4- механизм подачи и торможения проволоки; 5 - моток с проволокой 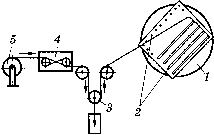 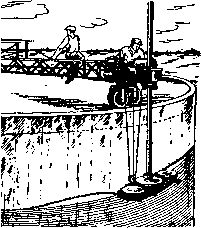 Рис. 8.2. Машина для непрерывного напряженного армирования резервуаров При натяжении арматуры электротермическим методом арматурные стержни заготавливают так, чтобы их длина (между концевыми анкерами) была меньше расстояния между упорами формы на заданную величину удлинения д/ (рис. 8.3). Через арматуру пропускают ток, который быстро нагревает ее до температуры 300-400°С. Удлиненные стержни свободно укладываются в упоры, препятствующие их укорочению при остывании. Благодаря этому в остывших стержнях создается требуемое предварительное напряжение. Затем элемент бетонируют и по достижении бетоном достаточной прочности арматуру освобождают от анкеров и она обжимает бетон. Для натяжения высокопрочной проволоки находит применение так называемый комбинированный способ натяжения, который состоит в непрерывном армировании на поворотных столах нагретой проволоки. При комбинированном способе около 50% напряжения обеспечивается при механическом натяжении и 50% при остывании нагретой проволоки. Это вдвое увеличивает производительность машин, облегчает их конструкцию, позволяет повысить величину контролируемого предварительного напряжения. Физико-химический способ натяжения используется при изготовлении самонапряженных конструкций, в которых предварительное напря- 0 ... 62 63 64 65 66 67 68 ... 290 |












