Раздел: Документация
0 ... 22 23 24 25 26 27 28 ... 55 Таблица 13
47,0 50,0 46,0 50,0 43,0 34,0 24,0 18,0 19,0 15,0 16,0 8,5 9,5 6,0 7,0 55,0 43,5 62,2 40,3 69,7 60,8 87,7 73,5 11 1,0 102,0 72,8 82,4 87,0 98,8 подушке или на подкладках. Допускается заделка зазора асбестовым уплотнением или подварка шва с обратной стороны. Сварка «в лодочку» обеспечивает равномерное проплавле-ние свариваемых кромок и получение качественного шва большого сечения за один проход; в большинстве случаев для выполнения сварного соединения изделие устанавливают на кантователь. Сварку тавровых и нахлесточных соединений при горизонтальной или вертикальной полке производят наклонным электродом с углом наклона к горизонтальной полке 20 ... 30°. Недостатком такого способа сварки является невозможность получить шов с катетом более 16 мм, что иногда приводит к необходимости многослойной сварки. Примерные режимы авто- матической сварки швов тавровых и нахлесточных соединений, выполняемых «в лодочку» электродной проволокой диаметром 5 мм, даны в табл. 14. При полуавтоматической сварке сварщик перемещает дугу вдоль свариваемого шва либо на себя, либо справа налево. Держатель опирается на кромки свариваемого изделия и тем самым поддерживается постоянство вылета электродной проволоки в пределах 15... 25 мм. Благодаря повышенной плотности тока и более сосредоточенному вводу теплоты глубина провара при шланговой сварке возрастает на 30 ... 40%. Устойчивость горения дуги также значительно повышается, что позволяет сваривать листы малых толщин (0,8 ... 1,0 мм) и угловые швы катетом до 2 мм при сварочных токах 80 ... 100 А. 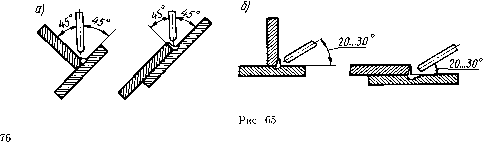 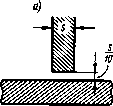 S=2...50mm 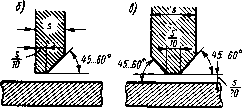 5-10.. .30мм Рис. 66 S = 30...50mm Стыковые швы с зазором более 1,0 ... 1,5 мм сваривают на флюсовой подушке или на подкладках. При этом держателю придают поперечные колебательные Движения. Тавровые и на-хлесточные соединения рекомендуется выполнять электродной проволокой диаметром 1,6... 2,0 мм на постоянном токе обратной полярности. Зазор между свариваемыми кромками не должен превышать 0,8 ... 1,0 мм. Примерные режимы шланговой сварки электродной проволокой диаметром 2 мм под флюсом АН-348-А стыковых швов даны в табл. 15, а угловых швов тавровых соединений — в табл. 16. Качественный шов за один проход шланговой сваркой можно получить при катете шва не более 8 мм. При катетах более 8 мм производят многослойную сварку шва. § 22. Электрошлаковая сварка Электрошлаковая сварка, разработанная Институтом электросварки им. Е. О. Патона, является самым высокопроизводительным способом автоматической сварки металла значительной толщины. Электрошлаковой сваркой называется сварка плавлением, при которой для нагрева свариваемых кромок и электродной проволоки используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Схема электрошлаковой сварки представлена на рис. 67. В пространство между свариваемыми кромками / изделия и шлакоудерживаю-щими приспособлениями (медными ползунами 2, начальными планками 3) вводятся флюс и электродная проволока. Процесс сварки начинается с возбуждения дуги между электродной проволокой и начальной планкой. Таблица 14
Таблица 15
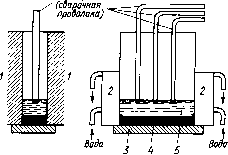 Рис. 67 Теплотой дуги расплавляются флюс и электродная проволока. Образуется ванна расплавленного металла 4, покрытая слоем жидкого шлака 5. Сварочный ток, проходя через расплавленный шлак, нагревает его до температуры 1600 ... 1700° С. Электродная проволока, находясь в ванне нагретого шлака, плавится, и дуга гаснет. Дальнейший бездуговой процесс плавки происходит за счет теплоты, выделяемой в шлаке сварочным током. По мере заполнения шва металлом медные ползуны, охлаждаемые проточной водой, перемещаются снизу вверх и формируют сварной шов. Применяя электрошлаковую сварку несколькими электродными проволоками или электродами в виде ленты, можно сваривать кромки изделия практически любой толщины. Таким образом разрешена проблема  Рис. 68 однопроходной сварки толстого металла. Важным преимуществом электрошлаковой сварки является возможность сварки швов сложной конфигурации (рис. 68), при этом электродная проволока 3 подается через плавящийся мундшук 2, форма которого соответствует форме свариваемого шва /. Мундштук плавится вместе с электродной проволокой, заполняя свариваемый шов металлом. Качество металла шва получается значительно выше, чем при автоматической сварке под флюсом. Это объясняется постоянным наличием над металлом шва жидкой фазы металла и нагретого шлака, что способствует более полному удалению газов и неметаллических включений. Резко снижается влияние на качество шва влажности флюса, ржавчины и различных загрязнений свариваемых кромок изделия. Трудоемкость операций по подготовке изделия под сварку снижается за счет исключения работ по разделке и подготовке кромок к сварке. Кромки обрезают кислородной резкой под прямым углом к поверхности свариваемых листов. Удельный расход электроэнергии, флюса и электродной проволоки сокращается, так как процесс протекает в замкнутой системе при небольшом количестве флюса и полном использовании электродного металла. Увеличенный вылет электродной проволоки и значительные плотности тока обеспечивают высокую производительность наплавки, достигающую 27 кг/ч, в то время как при автоматической сварке под флюсом она составляет 12 кг/ч, а при ручной — только 2 кг/ч. Расход электроэнергии на 1 кг наплавленного металла уменьшается вдвое, а расход флюса — в 20 ... 30 раз по сравнению с автоматической сваркой под флюсом. Производительность электрошлаковой сварки превышает производительность автоматической сварки под флюсом в 7 ... 10 раз, а при большой толщине свариваемых кромок она в 15 ... 20 раз выше производительности многослойной автомати- 0 ... 22 23 24 25 26 27 28 ... 55
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
