Раздел: Документация
0 ... 19 20 21 22 23 24 25 ... 55 рость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, т. е. к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка. Процесс саморегулирования протекает нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6 ... 8%. Автоматические подвесные головки неподвижные и самоходные разработаны Институтом электросварки им. Е. О. Патона, ЦНИИТмашем и заводом «Электрик». Автоматическая головка АБС (рис. 56) конструкции Института электросварки им. Е. О. Патона состоит из трех отдельных узлов. Узел А — собственно сварочная головка — состоит из электродвигателя 5, механизма подачи проволоки 6 с пр°вйльным механизмом 7, токо- подводящего мундштука 8, корректировочного механизма 9 для направления головки по шву и трех-кнопочного пульта управления 4. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки от 28,5 до 225 м/ч. Узел Б — подвесной механизм — состоит из подъемного механизма 13 для подвески и вертикального подъема сварочной головки, флюсоаппарата 2 для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер (отсос 10) и кассеты / с электродной проволокой. Узел С представляет собой самоходную тележку //, состоящую из электродвигателя 12, от которого движение (через фрикционное устройство 3, червячные передачи и одну сменную пару шестерен) передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, т. е. скорость сварки, от 13,5 до 112 м/ч. Головка АБС предназначена для сварки стыковых, угловых и нахлесточ-ных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную (А или АБ) и как самоходную (АБС). Краткая техническая характеристика сварочной головки АБС: Сварочный ток, А...................380...2000 Диаметр электродной проволоки, мм............ 2...6 Скорость подачи электродной проволоки, м/мин......0,5...3,75 Допустимая поперечная корректировка от оси шва, мм.....±75 Наклон мундштука, град: поперек шва к вертикали.............±45 вдоль шва к вертикали..............60 Наибольший возможный вертикальный подъем, мм.......200 Скорость перемещения головки вдоль шва (скорость сварки), м/ч13,5..112 Электродвигатель: Мощность, Вт.................100 Частота вращения, мин-1..............1450 Масса головки без флюса и проволоки, кг: АБ......................120 АБС.....................160 Масса кассеты с электродной проволокой, кг.........13... 15 Сварочные тракторы являются более эффективными и маневренными сварочными аппаратами. Сварочный трактор представляет собой автоматическую головку, установленную на самоходной тележке, которая переме- щается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Применяются сварочные тракторы типа ТС Конструкции Института электросварки 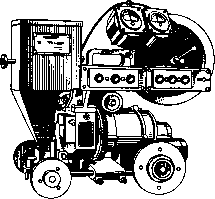 Рис. 57 им. Е. О. Патона, типа АДС конструкции завода «Электрик» и типа УТ конструкции ЦНИИТмаша. Сварочный трактор ТС-17М (рис. 57) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, а также при сварке труб и резервуаров диаметром более 800 мм. Им можно сваривать все виды швов в нижнем положении. Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволоки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токоподводящих мундштука. Для электродной проволоки диаметром 1,6... 2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундшук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом, состоящим из трех роликов. Сварочный трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй — при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляют вручную. Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва. При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на штанге и катящийся по углу свариваемого шва. Трактор имеет трех-кнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны или иные резервуары), для управления электродвигателем стенда, на котором вращается свариваемое изделие. Сварочный трактор АДС-1000-2 (рис. 58) состоит из самоходной каретки 7, на которой закреплена вертикальная колонка 5 с подъемным механизмом 6. Эта колонка удерживает на себе коромысло 4. На одной стороне коромысла установлена автоматическая головка 10 с подающим механизмом 8 и бункер для флюса //, а на другой стороне—кассета 2 с электродной проволокой и приборы пульта управления /. Автоматическая головка может поворачиваться вокруг оси коромысла на 45° в обе стороны, а относительно оси вертикальной колонки на 180°. Подъемный механизм головки состоит из червячной пары Рис. 58 и направляющей колонки. В отличие от сварочных тракторов типа ТС и УТ трактор АДС-1000-2 имеет регулировку скорости подачи электродной проволоки в зависимости от напряжения сварочной дуги. Трактор снабжен электродвигателем постоянного тока 9 для механизма подачи электродной проволоки и электродвигателем постоянного тока 3 для перемещения каретки трактора. Эти двигатели питаются от отдельных генераторов постоянного тока, которые приводятся во вращение электродвигателем переменного тока. У генератора, питающего электродвигатель механизма подачи электродной проволоки, имеется дополнительная обмотка возбуждения; эта обмотка питается от сварочной цепи через селеновые выпрямители. Благодаря этому удается автоматически регулировать скорость подачи электродной проволоки в зависимости от напряжения дуги. При увеличении напряжения дуги повышается частота вращения электродвигателя, увеличивается скорость подачи проволоки и тем самым уменьшается дуговой промежуток, а следовательно, и напряжение дуги. При уменьшении дугового промежутка напряжение дуги падает, частота вращения электродвигателя снижается, подача электродной проволоки замедляется и автоматически восстанавливается принятый режим сварки. Для плавного изменения частоты вращения электродвигателей постоянного тока в обмотку возбуждения генераторов, питающих эти двигатели, включают потенциометры. Питание сварочным током трактора производится от сварочного аппарата переменного тока ТСД-1000-3. Пульт управления трактора состоит из контрольных приборов, показывающих напряжение и сварочный ток, ручек потенциометров, служащих для установки режима сварки, кнопок пуска двигателя и включения автомата, подъема и опускания электродной проволоки и дистанционного управления сварочным трансформатором ТСД-1000-3 при установлении сварочного тока. Шланговые полуавтоматы сочетают в себе универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтомат производит только подачу электродной проволоки в зону дуги, а дугу вдоль свариваемого шва перемещает сварщик с помощью специального электрододержа-теля. Сварка производится при повышенных плотностях тока — до 200 А/мм2, что позволяет применять элек- 0 ... 19 20 21 22 23 24 25 ... 55
|
