Раздел: Документация
0 ... 17 18 19 20 21 22 23 ... 55 воды, применением различных медных подкладок. У сталей, склонных к образованию закалочных структур, резкое охлаждение сварного шва и околошовной зоны вызывает значительные внутренние напряжения и даже появление трещин в наплавленном металле. Для уменьшения разности температур в изделии и обеспечения медленного охлаждения применяют предварительный подогрев изделия. При сварке в условиях низких температур такой подогрев обязателен даже для низкоуглеродистых сталей. Для снятия внутренних напряжений иногда применяют термическую обработку сварных изделий, главным образом отжиг или нормализацию. Отжиг применяют полный или низкотемпературный. Полный отжиг заключается в нагреве изделия до 800 ... 950°С, выдержке при этой температуре и последующем медленном охлаждении вместе с печью. В результате такой обработки пластичность и вязкость наплавленного металла и металла зоны термического влияния возрастают, а твердость металла снижается. При этом в сварном изделии полностью снимаются внутренние напряжения. Низкотемпературный отжиг (или высокий отпуск) заключается в нагреве сварного изделия до 600 ... 650°С, выдержке при этой температуре и последующем охлаждении вместе с печью. Так как температура нагрева ниже критической, структурные изменения в металле не происходят. При меньших температурах нагрева сварочные напряжения снимаются частично. Нормализация заключается в нагреве изделия до температуры на 30... 40° С выше критической, выдержке при этой температуре и охлаждении на воздухе (т. е. с несколько большей скоростью, чем при отжиге). Такая обработка является наилучшей для сварных изделий, так как не только снимает внутренние напряжения, но позволяет получить мелкозернистую структуру металла. Особенно следует рекомендовать нормализацию для сварных.изделий из низкоуглеродистых сталей, содержащих углерода менее 0,25%. Для термообработки крупногабаритных сварных изделий применяют мощные термопечи. ГЛАВА 7 АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ § 18. Сущность и преимущества Автоматическая и полуавтоматическая сварка под флюсом — один из основных способов выполнения сварочных работ в промышленности и строительстве. Обладая рядом важных преимуществ, она существенно изменила технологию изготовления сварных изделий, таких, как стальные конструкции, трубы большого диаметра, котлы, корпуса судов. Вследствие изменения технологии изготовления произошли изменения и самих сварных конструкций: широко применяются сварно-литые и свар-но-кованые изделия, дающие огромную экономию металла и труда. Однако многие сварочные операции по технологической необходимости выпол- няют ручной дуговой сваркой. При ручной дуговой сварке непрерывность процесса обеспечивает сварщик, подавая электрод в зону дуги и перемещая дугу вдоль свариваемого шва. Процесс ручной сварки, обладая рядом преимуществ, имеет два недостатка— малую производительность й неоднородность шва, зависящих от квалификации сварщика. Кроме того, производительность ручной сварки ограничивается максимально допустимым значением сварочного тока для применяемых при ручной сварке диаметров электродов. При больших токах электрод длиной 350 ... 450 мм сильно перегревается, что затрудняет нормальный процесс сварки. 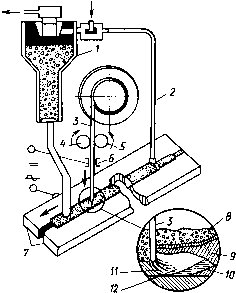 Рис. 55 Механизация движений электрода позволила автоматизировать процесс сварки. Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом. Основные принципы автоматической сварки под флюсом были разработаны Н. Г. Славяновым в 1892 г. В 1927 г. Д. А. Дульчевский разработал способ электродуговой сварки под слоем флюса и создал первую автоматическую установку для сварки металлов. Дальнейшее развитие автоматической сварки и внедрение ее в промышленность и строительство осуществлялось Институтом электросварки им. Е. О. Патона, ЦНИИТмашем, ВНИИ электросварочного оборудования и другими организациями. Автоматическая сварка под флюсом производится с помощью автоматической установки (сварочная головка или сварочный трактор). Эта установка подает электродную проволоку и флюс в зону сварки, перемещает дугу вдоль свариваемого шва и поддерживает стабильное ее горение. Принципиальная схема автоматической сварки под флюсом представлена на рис. 55. Электродная про- волока 3 с помощью ведущего 5 и нажимного 4 роликов подается в зону сварки. Кромки свариваемого изделия 7 в зоне сварки покрываются слоем флюса, подаваемого из бункера /. Толщина слоя флюса составляет ~ 30 ... 50 мм. Сварочный ток подводится от источника тока к электроду через токоподводящий мундштук 6, находящийся на небольшом расстоянии (40... 60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга // возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла 10, закрытая сверху расплавленным шлаком 9 и оставшимся нерасплавленным флюсом 8. Нерасплавившийся флюс отсасывается шлангом 2 обратно в бункер. Пары и газы, образующиеся в зоне дуги, создают вокруг дуги замкнутую газовую полость 12. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. У основания дуги (в кратере) сохраняется лишь тонкий слой металла. В таких условиях обеспечивается глубокий провар основного металла. Так как дуга горит в газовой полости, закрытой расплавленным шлаком, то значительно уменьшаются потери теплоты и металла на угар и разбрызгивание. По мере перемещения дуги вдоль разделки шва наплавленный металл остывает и образует сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Автоматическая сварка под флюсом имеет следующие основные преимущества перед ручной сваркой: высокая производительность, превышающая производительность ручной сварки в 5 ... 10 раз. Она обеспечивается применением больших токов, более концентрированным и полным использованием теплоты в закрытой зоне дуги, снижением трудоемкости за счет автоматизации процесса сварки; высокое качество сварного шва вследствие хорошей защиты металла сварочной ванны расплавленным шлаг ком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака; экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20 ... 30%, а при автоматической сварке под флюсом они не превышают 2 ... 5%; экономия электроэнергии за счет более полного использования теплоты дуги. Затраты электроэнергии при автоматической сварке уменьшаются на 30 :.. 40%. Кроме этих преимуществ, следует отметить, что при автоматической сварке условия труда значительно лучше, чем при ручной сварке: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли значительно снижено, нет необходимости в защите глаз и кожи лица сварщика от излучения дуги, а для вытяжки газов достаточно естественной вытяжной вентиляции. К квалификации оператора автоматической сварочной установки предъявляются менее высокие требования. Однако автоматическая сварка имеет и недостатки: ограниченная маневренность сварочных автоматов, сварка выполняется главным образом в нижнем положении. § 19. Сварочные флюсы Флюсы служат для защиты наплавляемого металла от воздуха и для легирования металла шва необходимыми присадками. Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а следовательно, и его механические свойства. Образуя затем над металлом шва корку шлака, флюс способствует медленному остыванию металла, выходу на поверхность газов и шлаковых включений и тем самым образованию плотного и высококачественного шва. При этом корка шлака легко отделяется от металла шва. Флюс также способствует устойчивому горению дуги и стабильному течению процесса сварки. По способу изготовления флюсы делятся на плавленые и неплавленые. Плавленые флюсы являются основными при автоматической сварке металла. Они изготовляются в соответствии с требованиями ГОСТ 9087—81. Флюсы АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60 и ФЦ-9 предназначены для механической сварки и наплавки углеродистых и низколегированных сталей углеродистой и низколегированной сварочной проволокой. Флюс АН-8 применяют при электрошлаковой сварке углеродистых и низколегированных сталей и сварке низколегированных сталей углеродистой и низколегированной сварочной проволокой. Флюсы АН-15М, АН-18, АН-20С, АН-20СМ и АН-20П служат для дуговой автоматической сварки и наплавки высоколегированных и среднелегированных сталей соответствующей сварочной проволокой. Флюс АН-22 предназначен для электрошлаковой сварки и дуговой автоматической наплавки и сварки низко- и среднелегированных сталей соответствующей проволокой. Флюсы АН-26С, АН-26СП и АН-26П применяют при автоматической и полуавтоматической сварке нержавеющих, коррозионно-стойких и жаропрочных сталей соответствующей сварочной проволокой. Флюсы АН-17М, АН-43 и АН-47 предназначены для дуговой сварки и наплавки углеродистых, низко- и среднелегированных сталей повышенной и высокой прочности соответствующей проволокой. Нормальные флюсы содержат зерна размером 0,35 ... 3 мм. Флюсы мелкой грануляции состоят из зерен 0 ... 17 18 19 20 21 22 23 ... 55
|
