Раздел: Документация
0 ... 23 24 25 26 27 28 29 ... 55 ческой сварки. Постепенный подогрев свариваемых кромок и замедленный нагрев околошовной зоны уменьшают возможность образования в ней закалочных структур. Поэтому при электрошлаковой сварке самозакаливающихся сталей образование закалочных трещин менее вероятно. Освоение электрошлаковой сварки позволило заменить громоздкие и тяжелые цельнолитые и цельнокованые станины и корпуса более легкими и компактными сварно-литыми и сварно-кованы-ми. Для производства электрошлаковой сварки разрабатаны три типа аппаратов: 1) рельсовые аппараты, перемещающиеся по вертикальным рельсам или направляющим вдоль свариваемого шва. К ним относятся аппараты А-372Р, А-433Р и А-681; 2)безрельсовые аппараты, движущиеся по свариваемому изделию и связанные с ним механическим креплением (аппараты А-306М и А-340М; 3)шагающие магнитные аппараты, перемещающиеся по свариваемому изделию с помощью системы шагающих электромагнитов. Источниками питания многоэлектродных аппаратов для электрошлаковой сварки являются трехфазные сварочные трансформаторы ТШС-1000-3 и ТШС-3000-3 конструкции Института электросварки им. Е. О. Патона. Они обеспечивают в каждой фазе сварочный ток соответственно в 1000 и 3000 А. Первичная и вторичная обмотки трансформаторов состоят из секций с отводами; это позволяет изменять вторичное напряжение от 38 до 54 В. Трансформаторы работают с принудительным охлаждением (ТШС-1000-3— воздушное, а ТШС-3000-3 — водяное). При отсутствии этих трансформаторов можно применять трансформаторы ТСД-500, ТСД-1000-3, ТСД-2000, СТН-750 и др. Для электрошлаковой сварки применяют флюсы марок АН-8 и АН-22 (см. табл. 10). Электрошлаковой сваркой можно выполнять не только стыковые, но и тавровые, угловые и кольцевые соединения. Например, при сварке кольцевых стыков котельных барабанов применяют трехэлектродные аппараты А-385 и А-401. При толщине стенок кольцевого стыка 90 мм и внутреннем диаметре 1300 мм аппаратом А-385 шов заваривается за один проход примерно за 2 ч. Многослойная автоматическая сварка под флюсом потребовала бы 10 ... 12. ч. Для сварки прямолинейных швов применяют двухэлектродный аппарат А-372Р, работающий на сварочных токах 400... 1000 А при напряжении 48 ... 50 В и скорости подачи электродной проволоки 150 ... 500 м/ч. Сварка изделий толщиной до 150 мм производится аппаратом А-681. Применяется электродная проволока марок Св-10Г2 или Св-ЮГА диаметром 2 ... 3 мм. Аппарат имеет подающий механизм ПШ-54. Масса аппарата — 8 кг. Малая масса, простота установки, настройки и эксплуатации позволяют широко применять аппарат А-681 при строительно-монтажных работах. ГЛАВА 8 СВАРКА В ЗАЩИТНОМ ГАЗЕ § 23. Сущность и преимущества Сварка в защитном газе является одним из способов дуговой сварки. При этом в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Известны следующие разновидности сварки в защитном газе: в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (азот, водород), в углекислом газе. В практике наиболее широкое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ гелий применяется очень редко ввиду его большой стоимости. Сварка в двухатомных газах (водород и азот) имеет ограниченное применение, так как водород и азот в зоне дуги диссоциируют на атомы (Н***Н+Н; NN + N) и в таком состоянии активно взаимодействуют с большинством металлов. Сварку в защитном газе можно выполнять вручную, полуавтоматически и автоматически. Ручная сварка применяется при соединении кромок изделий толщиной до 25 ... 30 мм и при выполнении коротких и криволинейных швов. Полуавтоматическая и автоматическая сварка применяется при массовом производстве сварных конструкций с прямолинейными швами. Сварка производится как неплавя-щимся, так и плавящимся электродом. Неплавящиеся электроды служат только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Применяются неплавящиеся электроды: вольфрамовые, угольные и графитовые. Вольфрамовые электроды изготовляют из проволоки марки ВТ-15 диаметром 0,8 ... 6 мм, содержащей 1,5 ... 2,0% диоксида тория. Торий способствует более легкому возбуждению и устойчивому горению дуги. Однако торий является радиоактивным веществом и его применение сопряжено с соблюдением специальных санитарных правил. Для сварки алюминия и его сплавов успешно применяют электроды из проволоки марки ВЛ-10 (вольфрам с присадкой лантана). Лантан снижает расход вольфрама и повышает устойчивость горения дуги. Расход вольфрама при сварке незначителен и составляет при сварочном токе 300 ... 400 А около 0,05 ... 0,06 г на метр сварного шва. Угольные и графитовые электроды применяют редко, так как они не обеспечивают достаточно устойчивого горения дуги и сварной шов получается пористым с темным налетом. Плавящиеся электроды применяют в виде сварочной проволоки, изготов- • ленной по ГОСТ 2246—70 или из металла, по химическому составу сходного со свариваемым металлом. Преимущества сварки в защитном газе: хорошая защита зоны сварки от воздействия кислорода и азота воздуха; хорошие механические качества сварного шва; высокая производительность, достигающая при ручной сварке 50 ... 60 м/ч, а при автоматической — 200 м/ч; отсутствие необходимости применения флюсов и последующей очистки шва от шлаков; возможность наблюдения за процессом формирования сварного шва; малая зона термического влияния; возможность полной автоматизации сварки. § 24. Защитные газы Аргон — одноатомный инертный газ без цвета и запаха, тяжелее воздуха. Получают аргон из воздуха, где его содержится 0,935% (по объему). Аргон поставляется по ГОСТ 10157—79 двух сортов: высшего и первого. Высший сорт содержит 99,992% аргона, не более 0,006% азота и не более 0,0007% кислорода. Первый сорт содержит аргона 99,987%, азота —до 0,01% и кислорода — не более 0,002%. Аргон поставляется и транспортируется для использования в газообразном виде в баллонах типа А (ГОСТ 949—73) под давлением 15 МПа. Баллоны окрашены в серый цвет с зеленой полосой и зеленой надписью «Аргон чистый». Аргон не вступает во взаимодействие с расплавленным металлом сварочной ванны и предохраняет его от воздействия кислорода и азота воздуха; применяется при сварке ответственных сварных швов и при сварке высоколегированных сталей, титана, алюминия, магния и их сплавов. Г елий — одноатомный инертный газ без цвета и запаха. Газообразный гелий производится по ГОСТ 20461—75 двух сортов: высокой чистоты (99,985 гелия) и технический (99,8% гелия). Гелий транспортируется и поставляется в баллонах типа А при максимальном давлении 15 МПа. Баллоны окрашены в коричневый цвет с надписью «Гелий» белого цвета. Гелий используют так же, как аргон, но значительно реже ввиду его дефицитности и высокой стоимости. Углекислый газ СО* не имеет цвета и запаха. Получают его из газообразных продуктов сгорания антрацита или кокса, при обжиге известняка и т. д. Поставляется в сжиженном состоянии в баллонах типа А вместимостью 40 л при максимальном давлении 20 МПа. Сварочная углекислота выпускается двух сортов: высшего — чистотой 99,8% и первого — чистотой 99,5%. Баллоны с углекислотой окрашивают в черный цвет с желтой надписью «С02 сварочный». Углекислый газ, подаваемый в зону дуги, не является нейтральным, так как под действием высокой температуры он диссоциирует на оксид углерода и свободный кислород (СОСО-т-О). При этом происходит некоторое окисление расплавленного металла сварочной ванны и, как следствие, металл шва получается пористым с низкими механическими свойствами. Для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). При этом получается беспористый шов с хорошими механическими свойствами. Углекислый газ применяется при сварке низкоуглеродистых и некоторых конструкционных и специальных сталей. Для снижения влажности углекислого газа рекомендуется устанавливать баллон вентилем вниз. После отстаивания в течение 10... 15 мин осторожно открывают вентиль и выпускают из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух. Часть влаги задерживается в углекислоте в виде водяных паров, ухудшая при сварке качество шва. Кроме того, при выходе из баллона, от резкого расширения происходит снижение температуры углекислоты и влага, конденсируясь в редукторе, забивает каналы и даже полностью закрывает выход газа. Для предупреждения замерзания влаги между баллоном и редуктором устанавливают электрический подогреватель. Окончательное удаление влаги после редуктора производится в осушителе, наполненном прокаленным медным купоросом, хромистым кальцием или другим влаго-поглощающим веществом. § 25. Оборудование для сварки в защитном газе Аргонодуговая сварка неплавя-щимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током (рис. 69,а — неплавящимся электродом, б — плавящейся электродной проволокой) состоит из сварочного генератора постоянного тока (или сварочного выпрямителя) /, балластного реостата 2, .газоэлектрической горелки 3, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа). Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой ГСГ-350 или ГСГ-500-2. Балластный реостат РБ-300 или РБ-200 включается в сварочную цепь для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги. Газоэлектрические горелки бывают различной конструкции. Наибольшее применение получила горелка типа ЭЗР конструкции ВНИИавтогенмаша. Кироваканский завод автогенного машиностроения выпускает горелки ЭЗР-3-66 для сварки токами до 150 А, ЭЗР-4-68 —для токов до 500 А и ЭЗР-5-71 — для токов до 80 А. 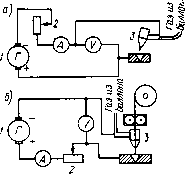 Рис. 69 0 ... 23 24 25 26 27 28 29 ... 55
|
