Раздел: Документация
0 ... 24 25 26 27 28 29 30 ... 55 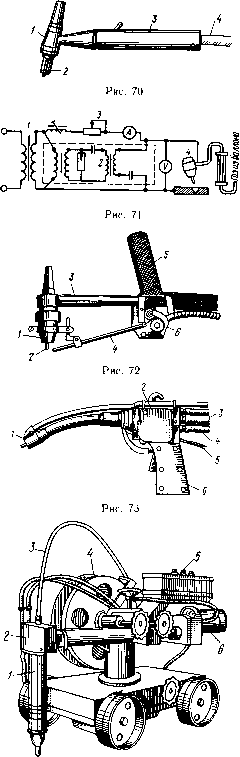 Рис. 74 Горелка ЭЗР-3-66 (рис. 70) состоит из корпуса /, сменного наконечника 2, рукоятки с устройством включения подачи газа 3 и газотоко-подводящего кабеля 4. Диаметр сопла сменных наконечников — 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5; 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120...360 л/ч. Масса горелки с газотокоподводя-щим кабелем ~ 3 кг. Для сварки при больших сварочных токах 400... 450 А применяют также горелки типа АР-10-3 (большая), АР-7Б, АР-9, снабженные системой водяного охлаждения. Установка для ручной сварки переменным током (рис. 71) состоит из источника питания дуги 1, осциллятора 2, балластного реостата 3, газоэлектрической горелки 4, баллотга с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа). Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечивать устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода. Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Газоэлектрические горелки применяют типа ГРАД, отличающиеся легкостью. Горелка ГРАД-200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД-400 массой 0,4 кг — до 400 А. Применяются установки УДАР-300 и УДАР-500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки УДГ-301 и УДГ-501. Полуавтоматическая свар.ка не-плавящимся электродом производится шланговым полуавтоматом ПШВ-1 (рис. 72:/ —сопло, 2 — вольфрамовый электрод, 3 — корпус, 4 — сварочная проволока, 5 — рукоятка, 6 — механизм подачи сварочной проволо- Подача боды 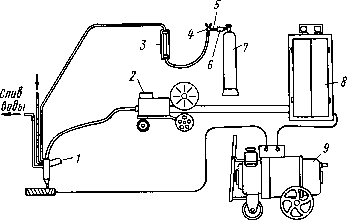 Рис. 75 ки). Он предназначен для сварки металлов толщиной от 0,5 до 5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1...2 мм устанавливается в пределах 5...50 м/ч. Сварку осуществляют постоянным током или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов ПШПА-6, ПШПА-7 и ПШП-9. Первые два полуавтомата предназначены для сварки электродной проволокой диаметром 1,6...2,5 мм при сварочном токе до 300 А, а последний — для сварки малых толщин металла проволокой диаметром 0,5... 1,2 мм при сварочных токах до 180 А. Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА-7 (рис. 73) предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромок до 100...150 мм. Для предохранения от перегрева пистолет имеет водяное охлаждение. На рисунке: / — сопло, 2 — механизм подачи проволоки, 3 — шланг для подачи проволоки, 4 — шланг для подвода аргона, 5—провода управления, 6— рукоятка. Автоматическая сварка может производиться как неплавящимся, так и плавящимся электродом. На рис. 74 представлен автомат УДПГ-300 для сварки в защитном газе. На рисунке: 1 — сварочная головка, 2 — механизм подачи проволоки, 3 — электродная проволока, 4 — кассета с электродной проволокой, 5 — кнопки управления, 6 — электродвигатель механизма подачи. Применяются специализированные сварочные тракторы АДСП-2 для сварки черных и цветных металлов толщиной 0,8 мм и более. Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6...2,0 мм. Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка (рис. 75) состоит из сварочного преобразователя 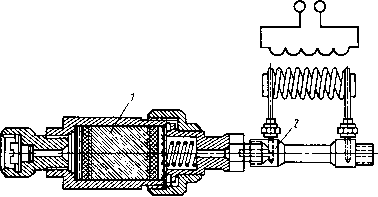 Рис. 76 постоянного тока 9, газоэлектрической горелки 1, механизма подачи электродной проволоки 2, аппаратного шкафа 8, баллона с углекислым газом 7, осушителя 5, подогревателя 6, редуктора 4 и расходомера 3. Применяют сварочные преобразователи ПСГ-350 или ПСГ-500-2. Хорошие результаты дают генераторы с жесткой или возрастающей внешней характеристикой. Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов — до 300 А и для больших — до 1000 А. Последние снабжены водяным охлаждением. Механизм подачи электродной проволоки используется от полуавтоматов ПШ-5 и ПШ-54 или полуавтоматов ПШПА-6, ПШПА-7. Электродная проволока подается с постоянной скоростью независимо от напряжения дуги. Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки. Осушитель газа РОК-1 — 1 (рис. 76), начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа. Подогреватель 2 с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от пони- жения температуры газа при редуцировании. Различные полуавтоматы разработаны Институтом электросварки им. Е. О. Патона (А-537, А-547у, А-547р, А-607), заводом «Электрик» (ПДПГ-300), ЦНИИТмашем (ПГШ-2, ПГШ-3), НИАТом (ПШП-13), МВТУ им. Н. Э. Баумана (ПГД-2М). Большое применение получил полуавтомат А-547у. Он предназначен для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром , 0,8... 1,2 мм постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС-300 или ВДГ-301. Сварочный ток устанавливается в пределах от 60 до 300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100...340 м/ч. Электродная проволока применяется марок Св-12ГС, Св-08ГС и Св-08Г2С. Для автоматической сварки применяют сварочные аппараты АДПГ-500, АСУ-бу или используют сварочные тракторы АДС-1000-2, ТС-17М, переоборудованные для сварки в углекислом газе (например, АДС-1000-2У). 0 ... 24 25 26 27 28 29 30 ... 55
|
