Раздел: Документация
0 ... 36 37 38 39 40 41 42 ... 55 Рис. 105 пределах 3,5...7 В. Вторичная обмотка представляет собой трубчатый виток, охлаждаемый проточной водой. Машина позволяет сваривать детали с площадью сечения до 1000 мм2. Машины стыковой сварки, более совершенные и большей мощности, оборудованы механизированным приводом осадочно-подающего механизма и пневматическими или пневмогид-равлическими зажимными устройствами. На рис. 106 представлены общий вид (а) и схема (б) машины МСМУ-150, предназначенной для сварки труб, стержней и других изделий из низкоуглеродистой стали площадью сечения до 2000 мм2. Машина производит сварку непрерывным оплавлением в автоматическом режиме и полуавтоматическом с предварительным нагревом торцов свариваемых деталей вручную. Машина имеет станину из двух стоек и горизонтальной плиты; зажимы радиального типа с пневматическим приводом. Левый неподвижный зажим / изолирован от станины. Правый подвижный зажим 2 закреплен на двух направляющих. Зажимы 118 имеют по два пневматических цилиндра 3, расположенных последовательно в едином блоке. Воздух подается в цилиндры через вентиль 7, воздушный редуктор 6, лубрикатор 5 и электромагнитный клапан 4. При оплавлении и осадке подвижный зажим перемещается электромеханическим приводом, состоящим из электродвигателя 9, вариатора скорости 8, двух сменных шестерен //, редуктора 12 и кулачка 13, связанного с подвижной плитой роликом 14. Скорость вращения кулачка регулируется либо маховичком 10, который перемещает электродвигатель вдоль оси и тем самым изменяет диаметр вариатора скорости, либо с помощью сменных шестерен //. Пневматические цилиндры 16 служат для возвращения подвижного зажима в исходное положение. Расстояние между колодками зажимов устанавливается винтом 15. Управление машиной автоматическое. В настоящее время взамен машин МСМУ-150 выпускаются конструктивно улучшенные машины того же назначения МС-2008. 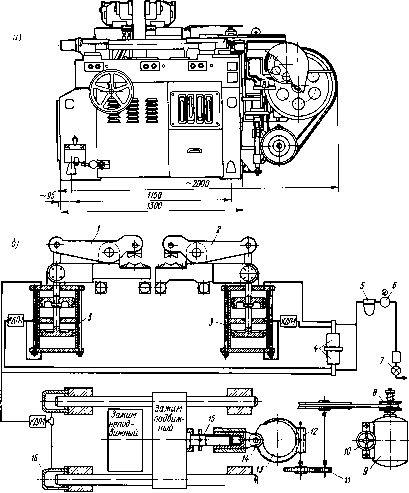 Рис. 106 Для сварки оплавлением и оплавлением с подогревом деталей больших сечений из низкоуглеродистой и низколегированной сталей применяются машины МСГА-300 (до 3000 мм2), МСГА-500 и МСГУ-500 (до 8000 мм2), отличающиеся мощностью сварочного трансформатора. Машины снабжены гидравлическим приводом, позволяющим получать различные скорости при подогреве, оплавлении и осадке. Контактные плиты имеют пневмогид-равлические зажимы, позволяющие закреплять детали практически любой длины. Управление процессом автоматическое — электронным реле времени.. Машины могут выполнять до 20 сварок в час. § 44. Машины для точечной контактной сварки Машины для точечной сварки различаются по назначению — универсальные и специализированные; по конструктивным особенностям — двух- и многоэлектродные; по характеру установки — стационарные, передвижные и подвесные; по виду привода сжатия — педальные, с электроприводом, пневматическим, гидравлическим и комбинированным механизмами; по характеру действия-— автоматические и неавтоматические. Универсальная точечная машина АТП-60 (рис. 107) имеет педальный механизм сжатия, состоящий из пру- 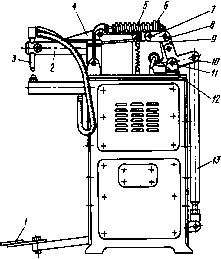 Рис. 107 жины и системы коленчатых рычагов. При нажатии на педаль / тяга 13, перемещаясь вверх, поворачивает коленчатый рычаг 10 на оси //. При этом рычаги 10 и 9, шар-нирно соединенные с рычагом 4, выпрямляются и сближают электроды. Когда электроды приходят в соприкосновение со свариваемыми листами, дальнейшее движение педали приводит к повороту рычага 8 на оси 7. Это вызывает сжатие пружины 5, производящей давление на свариваемые листы через электроды. Регулировка механизма сжатия производится гайками 6 и перемещением верхнего электрододержателя 3 в консоли 2. Для включения тока служит механический контактор, укрепленный на верхней плите. Включение производится собачкой 12, находящейся на оси //. При повороте рычага 10 собачка находит на ролик и через него включает контактор. При дальнейшем движении педали собачка проскакивает и контактор размыкает сварочный ток. Машина имеет переключатель с восемью ступенями регулирования вторичного напряжения. Большим недостатком машины с педальным механизмом сжатия является ее низкая производительность. Кроме того, работа на таких машинах очень утомительна. При изготовлении строительных конструкций и арматуры железобетонных изделий в условиях массового производства применяются более совершенные машины типа МТМ с электрическим и типа МТП с пневматическим механизмами сжатия. Они характеризуются широким диапазоном продолжительности цикла (0,05... 6,75 с), силой сжатия, достигающей 58,8 кН, высокой производительностью, стабильностью режима. Для сварки арматурных сеток железобетонных конструкций применяют многоточечные машины полуавтоматического действия МТМС-7Х Х35 мощностью 35 кВ-А и МТМС-15X450-3 мощностью 450 кВ-А, а также автоматы АТМС-14Х75-4 мощностью 75 кВ-А. Завод «Электрик» выпускает полуавтоматы МТМС-9X35 для сварки сеток шириной до 1800 мм, составленных из продольных стержней диаметром до 10 мм и поперечных стержней диаметром до 6 мм. Для сварки сеток шириной до 2700 мм при диаметре стержней до 20 мм выпускаются автоматы АТМС-14X75-5. Для сварки арматурных каркасов шириной до 575 мм применяют многоточечные машины-полуавтоматы типа МТМК-2Х150 и автоматы типа АТМК. Сварку арматурных ферм производят полуавтоматами МТМФ-2Х150. Подвесные машины применяются при сварке крупногабаритных изделий, пространственных каркасов и арматуры железобетонных изделий. Наиболее распространены машины МТПГ-75-6, позволяющие сваривать внахлестку листы толщиной до 3 мм и пересечения арматурных стержней диаметром до 16 мм, а также машины МТПГ-150 для сварки листов толщиной до 5 мм и пересечений арматурных стержней диаметром до 30 мм. Машины МТГА-500 сваривают арматурные стержни диаметром до 100 мм. Для комплектования подвесных машин применяют клещи КТГ-75-1, КТГ-75-2 и КТГ-75-3, оборудованные электронным регулятором, позволяющим устанавливать продолжительность цикла сварки 0,04...1,5 с. 0 ... 36 37 38 39 40 41 42 ... 55 |












