Раздел: Документация
0 ... 37 38 39 40 41 42 43 ... 55 Рис. 108 Сварочные клещи связаны с машиной гибкими токоподводящими кабелями и шлангами для подвода к электродам воздуха или воды (для охлаждения электродов и создания необходимой силы сжатия). Давление сжатия, создаваемое гидроприводом, достигает 10 МПа. Подвесная машина МТПП-75 (рис. 108) состоит из поворотной турели 6, траверсы, на которой закреплена турель, и горизонтальной штанги 7 с роликами 8 и тросом 9. На одном конце троса закреплены клещи, а на другом — противовес 5. На вертикальной штанге // подвешен сварочный трансформатор. Такая схема подвески позволяет вращать машину вокруг вертикальной оси. Подвесной сварочный трансформатор 10 состоит из сердечника, первичной и вторичной обмоток. От первичной обмотки сделаны отводы к переключателю для ступенчатого регулирования вторичного напряжения. Вторичная обмотка имеет два витка, которые с помощью двух медных планок могут быть соединены параллельно или последовательно, что позволяет изменять вторичное напряжение в пределах 5...19 В. Рабочим инструментом машины являются сварочные клещи /, которые соединены со вторичной обмоткой двумя кабелями 2, состоящими из гибких медных проводов, заключенных в резино-тканевый шланг. Кабели имеют внутреннее водяное охлаждение, позволяющее работать при высоких плотностях тока. Для создания силы сжатия в клещах применяют пнев-моцилиндры. Машина укомплектована клещами КТП-1 с прямолинейным и КТП-2 — радиальным ходом электродов. Для управления работой машины используют игнитронный прерыватель 3 и регулятор времени РВЭ-7-4, которые крепятся к стене или колонне в непосредственной близости от машины. Машины МТПГ-75 отличаются некоторой сложностью конструкции клещей КТГ-75-2, КТГ-75-5 в связи с тем, что сжатие электродов осуществляется не пневмо-, а гидроприводом. Выпускаются подвесные машины МТП-806 и МТП-807 с технической характеристикой, близкой к технической характеристике машин МТПП-75 и МТПГ-75. Управление этими машинами осуществляется аппаратурой на полупроводниках и тиристорах. Кроме этих машин в последние годы поступили в эксплуатацию более мощные (170 кВ-А) и быстродействующие подвесные машины МТП-1203 с клещами КТГ-12-3-1 и КТГ-12-3-2. § 45. Машины для шовной контактной сварки Для выполнения шовной сварки применяются машины универсальные и специализированные различной конструкции. На рис. 109 представлена универсальная машина МШ-2001-1, предназначенная для сварки прочно-плотных швов изделий из низкоуглеродистых и легированных сталей. Машина состоит из станины /, на нижнем 2 и верхнем 5 кронштейнах которой укреплены нижняя 3 и верхняя 4 электродные головки. Привод верхнего ролика состоит из электродвигателя 12 с бесступенчатым вариатором скорости, редуктора 9 и карданного вала 8. Над электродвигателем расположены переключатель скорости 10 и регулятор цикла сварки //. Внутри корпуса находятся сварочный трансформатор 13, автоматический выключатель 14 и игнитронный прерыватель 15. Силу сжатия создает пневматическое устройство 6, состоящее из цилиндра с верхним и нижним поршнем. Сжатый воздух поступает в верхнюю камеру и пере- 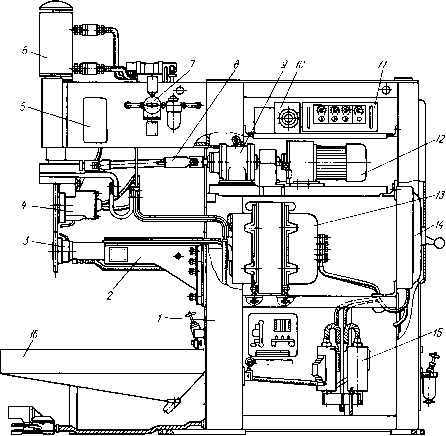 мещает верхний поршень с верхней электродной головкой вниз, создавая соответствующую силу сжатия между сварочными роликами. Подъем верхнего ролика осуществляется сжатым воздухом, подаваемым в нижнюю камеру цилиндра. При этом нижний поршень перемещается вверх до упора в верхний поршень. Сила сжатия регулируется воздушным редуктором 7. Поддон 16 служит для сбора охлаждающей воды. Номинальная мощйость машины— 130 кВ-А. Сварочный ток — 20 кА. Скорость сварки — 0,4...4,5 м/мин. На машине можно сваривать сталь толщиной (0,5 + 0,5)...(1,8+ 1,8) мм. Машина МШ-3201 аналогична по конструкции, но более мощная (354 кВ-А); при сварочном токе 32 кА допускает сварку стали толщиной (0,8 + 0,8)...(2,5 + 2,5) мм при скорости сварки 0,4...4,5 м/мин. Для сварки крупногабаритных деталей из легированных сталей, жаропрочных и титановых сплавов применяется машина МШВ-1601, в конструкции которой предусмотрена возможность привода вращения верхнего или нижнего ролика. Это позволяет в зависимости от формы, габаритов и сочетания толщин изделий выбирать необходимый вариант привода. При номинальной мощности 133 кВ-А и сварочном токе 16 кА машина допус- кает сварку прочноплотным швом деталей толщиной 0,3...3 мм со скоростью 0,2...8 м/мин. Синхронный игнитронный прерыватель тока ПИШ позволяет получать равные по значению и длительности импульсы тока через одинаковые паузы. Длительности импульсов и пауз регулируются независимо в пределах 0,02...0,38 с. Таким образом, прерыватель тока одновременно выполняет роль регулятора времени. В настоящее время на машинах устанавливают более совершенные прерыватели тока типа ПСЛ на полупроводниковых элементах. Длительности импульсов тока и пауз регулируются дискретно от 1 до 20 периодов с частотой питающей сети. Это обеспечивает практически абсолютно точный отсчет времени. ПСЛ выпускаются с игнитронным или тиристорным прерывателем. Компенсирующее устройство обеспечивает автоматическую стабилизацию сварочного тока при колебаниях напряжения в питающей машину сети путем изменения момента включения управляемых вентилей-игнитронов или тиристоров. Они допускают также плавное регулирование сварочного тока. Универсальность прерывателей ПСЛ позволяет использовать их не только в шовных машинах, но и в машинах точечной сварки. 0 ... 37 38 39 40 41 42 43 ... 55 |












