Раздел: Документация
0 ... 35 36 37 38 39 40 41 ... 55 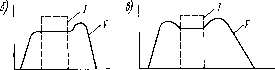 Рис. 101 ном давлении и применяется при сварке низкоуглеродистых и нержавеющих сталей толщиной до 3 мм. Сварка по способу (б) отличается тем, что после выключения сварочного тока силу сжатия увеличивают, что обеспечивает хорошее формирование металла и позволяет получить сварную точку повышенной прочности; применяется для сварки изделий из низкоуглеродистой стали повышенной толщины. Сварка по способу (в) состоит из обжатия листов большей силой перед сваркой, сварки при меньшем давлении и последующего обжатия повышенной силой при выключенном токе. Применяется при сварке листов больших толщин, когда необходимо обеспечить формирование и отвердевание сварной точки. Процесс сварки может быть выполнен при жестком (плотность тока 160...360 А/мм2, длительность цикла 0,2...1,5 с) и мягком (плотность тока 70...160 А/мм2, длительность цикла 2...3 с) режимах. Диаметр сварной точки зависит от толщины свариваемых листов и составляет 1...1.5 диаметра электрода, а также от сварочного тока и продолжительности цикла сварки. Диаметр■ электрода принимается на 3...4 мм больше суммарной толщины свариваемых листов. Рекомендуются следующие режимы точечной сварки для различных материалов. Для низкоуглеродистых сталей толщиной до 4 мм применяют жесткий режим при плотности сварочного тока 300...360 А/мм2 и продолжительности цикла сварки 0,8...1,1 с. Удельное давление составляет 15,0...70,0 МПа. При толщине металла более 4 мм рекомендуются мягкие режимы, осуществляемые при плотности тока до 160 А/мм2 и продолжительности цикла до 2,5...3 с. Удельное давление достигает 100... 120 МПа. При сварке алюминия и его сплавов применяют жесткие режимы при высоких плотностях тока, достигающих 1600 А/мм2, удельных давлениях до 150 МПа и продолжительности цикла 0,1...0,25 с. При этом свариваемые поверхности должны быть особенно тщательно очищены от оксидной пленки. Точечная сварка получила большое применение при изготовлении арматуры железобетонных изделий, плоских и угловых сеток, а также различных пространственных каркасов. Сваривают пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и др. При сварке стержней в начальный момент контактируют небольшие поверхности и для быстрого разогрева достаточно небольшой мощности. Пластическая деформация контактируемых поверхностей приводит к увеличению площади соприкосновения. Всеете с этим происходит выдавливание из зоны контакта шлака и других неметаллических включений. Такое течение процесса позволяет при сварке стержней диаметром до 60 мм использовать машины небольшой мощности. § 42. Шовная контактная сварка Шовная контактная сварка — это сварка, при которой соединение элементов выполняется внахлестку в виде непрерывного или прерывистого шва вращающимися дисковыми электродами, к которым подведен ток и приложена сила сжатия. На. рис. 102 представлена принципиальная схема шовной сварки: / — ролики (дисковые электроды), 2— свариваемые листы, 3— трансформатор. Рис. 102 Применяют три способа шовной сварки: непрерывную, прерывистую с непрерывным вращением роликов и прерывистую с периодическим вращением роликов. Непрерывную шовную сварку выполняют сплошным швом при постоянном давлении роликов на свариваемые листы заготовки и при постоянно включенном сварочном токе в течение всего процесса сварки. При этом способе имеют большое значение тщательная зачистка свариваемых поверхностей, равномерная толщина листов и однородность химического состава металла. Даже при небольших нарушениях подготовки свариваемых кромок сварной шов получается низкого качества с прожогами и непроварами. По указанным причинам этот метод сварки не получил широкого применения. Прерывистую сварку с непрерывным вращением роликов также выполняют при постоянной силе сжатия, но сварочная цепь периодически замыкается и размыкается. При этом способе шов формируется в виде сварных точек, перекрывающих друг друга. Шов получатся более высокого качества. Прерывистую сварку с периодическим вращением роликов выполня- 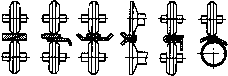 Рис. 103 ют при постоянной силе сжатия, но сварочная цепь замыкается в момент остановки роликов (шаговая сварка). Такой способ дает более качественный шов, так как обеспечивает хорошее формирование сварочной точки. Однако машины для такого способа отличаются сложностью конструкции и малой производительностью. Большое применение получила прерывистая шовная сварка с непрерывным вращением роликов при постоянной силе сжатия в течение процесса сварки. Этим способом сваривают швы различных резервуаров и емкостей, а также конструкций из листового металла. Наиболее часто применяют сварные соединения с отбортовкой и внахлестку (рис. 103). При соединении с отбортовкой листов толщиной до 1 мм ширина отбортовки берется до 12 мм, а при толщине листов до 2 мм — 20 мм. При нахлесточном соединении величину нахлеста берут 10...20 мм. Низкоуглеродистая и тонкая нержавеющая стали (типаХ18Н9) хорошо свариваются шовной сваркой. Сварку листов из низкоуглеродистой стали при суммарной толщине до 2 мм (1 + 1) производят роликами с шириной контактной поверхности 6 мм. Сила сжатия достигает 4 кН. Продолжительность импульсов тока в сварочной цепи составляет 0,04... 0,06 с, а перерывов между ними — 0,02...0,04 с. Сварочный ток—8... 16 кА. Скорость сварки достигает ~2 м/мин. При суммарной толщине листов до 4 мм (2 + 2) ширина контактной поверхности роликов состав- ляет 8,5...10 мм, сила сжатия — 6,5...8,4 кН, продолжительность импульсов тока — 0,08...0,12 с, а перерывов— 0,06...0,10 с. Сварочный ток достигает 20 кА, скорость сварки — 1,4... 1,6 м/мин. При сварке нержавеющих сталей сварочный ток берется меньше указанных норм на 35... 40%. Сварка листов из алюминия и его сплавов выполняется при сварочных токах 22...40 кА. Скорость сварки не превышает 1 м/мин: Сила сжатия — 2,5...5,4 кН, продолжительность импульсов сварочного тока составляет только 15...30% времени одного цикла. Разновидностью шовной сварки является шовно-стыковая сварка труб с продольным сварным швом (рис. 104). Из стальной ленты необходимой ширины формующими роликами подготавливают трубную заготовку 3с верхним расположением стыка 4кромок заготовки. Заготовка подается стыком под сварочные ролики 2, к которым подводится сварочный ток от трансформатора /; сила сжатия передается заготовке через нажимные 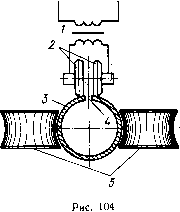 ролики 5. После заварки шва труба поступает на калибрующие валки, где срезается грат сварного шва и правятся размер и форма сечения, затем разрезается на трубы заданной длины. Этим способом изготовляют трубы диаметром 14...400 мм при толщине стенок 0,5... 12,5 мм. Скорость сварки достигает 10...15 м/мин. ГЛАВА 15 ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ § 43. Машины для стыковой контактной сварки Для стыковой сварки применяют контактные машины универсальные — общего назначения и специальные — для сварки арматуры железобетона, трубопроводов и др. В строительной промышленности для стыковой сварки применяются универсальные машины типа АСИФ, МСР, МСМ и МСГ. Машина АСИФ-75 показана на рис. 105. Чугунные стойки машины / и 2 соединены между собой стяжками 3. На стойке 2 укреплена неподвижная плита 4; она изолирована от стойки гетинак-совой прокладкой. Подвижная плита 6 укреплена на цилиндрических направляющих 7. Перемещение плиты по направляющим производится коленчатым рычагом 9 через регулирую- щий механизм 8. Для закрепления свариваемых деталей имеются винтовые зажимные приспособления 5. Включение и выключение сварочного тока происходит в такой последовательности. Рукоятка 13 укреплена на рычаге 9 и связана через тягу 12 с нажимным роликом 10. Нажимая на рукоятку, опускают ролик, который через сегмент // поворачивает систему рычагов и включает контактор 14. Выключение контактора происходит в момент осадки, когда при соответствующем повороте рычага ролик сходит с сегмента. Сила осадки, составляет примерно 29,4 кН. Расстояние между плитами 80 мм, ход подвижной плиты 30 мм. Сварочный трансформатор имеет первичную обмотку с шестиступенча-тым переключателем, позволяющим изменять вторичное напряжение в 0 ... 35 36 37 38 39 40 41 ... 55 |












